
TPWC315 بینڈ سا آپریشن مینوئل

خصوصی تفصیل
مشین چلانے سے پہلے، کسی کو بھی اس تفصیل کو غور سے پڑھنا چاہیے اور اسے اچھی طرح سے رکھنا چاہیے تاکہ آلات اور آپریٹر کی حفاظت کے ساتھ ساتھ دوسروں کی حفاظت کو یقینی بنایا جا سکے۔
2.1 یہ مشین PE، PP اور PVDF سے بنے ہوئے پائپوں کو کاٹنے کے لیے استعمال کی جاتی ہے اور بغیر تفصیل کے مواد کو کاٹنے کے لیے استعمال نہیں کی جا سکتی۔ دوسری صورت میں مشین کو نقصان پہنچا یا حادثے کا نتیجہ ہو سکتا ہے.
2.2 مشین کو ایسی جگہ پر استعمال نہ کریں جس میں دھماکے کا خطرہ ہو۔
2.3 مشین کو ذمہ دار، اہل اور تربیت یافتہ اہلکاروں کے ذریعے چلایا جانا چاہیے۔
2.4 مشین کو خشک جگہ پر چلایا جانا چاہیے۔ بارش میں یا گیلی زمین پر استعمال ہونے پر حفاظتی تدابیر اختیار کی جائیں۔
2.5 ان پٹ پاور 380V±10%، 50Hz کے اندر ہے۔ اگر توسیعی ان پٹ لائن استعمال کی جاتی ہے، تو لائن میں کافی لیڈ سیکشن ہونا ضروری ہے۔
2.6 پہلی بار استعمال کرنے سے پہلے ہائیڈرولک آئل (N46 ISO3448) کو ٹینک میں بھریں۔ تیل کا حجم ٹینک کا تقریباً 2/3 ہونا چاہیے۔
حفاظت
مندرجہ ذیل نشانات مشین پر چسپاں ہیں۔
| خبردار، خطرہ! براہ کرم احتیاط کریں جب کام کریں یا اس نشان والے علاقے کے قریب ہوں! |  |
| خطرہ، بجلی کا جھٹکا! اس نشان والے حصوں سے بجلی کے لیک ہونے کا خطرہ ہو سکتا ہے۔ یہاں کام کرتے وقت محتاط رہیں۔ |  |
| احتیاط، ہاتھ زخمی |  |
3.2 حفاظت کے لیے احتیاطی تدابیر
مشین چلاتے وقت، ہدایات اور حفاظتی اصولوں کی احتیاط سے پابندی کی جانی چاہیے۔
3.2.1 آپریٹر کو تربیت یافتہ اور ہنر مند عملہ ہونا چاہیے۔
3.2.2 حفاظت اور مشین کی وشوسنییتا کے لیے ہر سال مشین کا مکمل معائنہ اور اسے برقرار رکھنا۔
3.2.3 پاور: بجلی کی تقسیم کے باکس میں متعلقہ بجلی کے حفاظتی معیار کے ساتھ گراؤنڈ فالٹ انٹرپرٹر ہونا چاہیے۔
ارتھنگ: پوری سائٹ کو ایک ہی زمینی تار کا اشتراک کرنا چاہئے اور گراؤنڈ کنکشن سسٹم کو پیشہ ور افراد کے ذریعہ مکمل اور جانچنا چاہئے۔
3.2.4 مشین کا ذخیرہ:
کم سے کم خطرات کے لیے تمام آلات کو مندرجہ ذیل طور پر چلایا جانا چاہیے:
※ الیکٹروفورس حصوں کو مت چھونا۔
※ منقطع ہونے کے لیے کیبل کو اتارنے سے منع کریں۔
※ کیبلز پر بھاری یا تیز چیز نہ لگائیں، اور محدود درجہ حرارت (70℃) کے اندر کیبل کے درجہ حرارت کو کنٹرول کریں۔
※ گیلے ماحول میں کام نہ کریں۔ چیک کریں کہ نالی اور جوتے خشک ہیں یا نہیں۔
※ مشین کو نہ چھڑکیں۔
3.2.5 وقتاً فوقتاً مشین کی موصلیت کی حالت چیک کریں۔
※ کیبلز کی موصلیت کو چیک کریں خاص طور پر نکالے گئے پوائنٹس
※ مشین کو انتہائی حالت میں نہ چلائیں۔
※ چیک کریں کہ آیا گراؤنڈ فالٹ انٹرپرٹر کم از کم ہر ماہ ٹھیک کام کرتا ہے۔
※ مستند عملے کے ذریعے مشین کی ارتھنگ چیک کریں۔
3.2.6 مشین کو احتیاط سے صاف کریں۔
※ موصلیت کو آسانی سے نقصان پہنچانے والے مواد کا استعمال نہ کریں (جیسے گیس، کھرچنے والے، اور دیگر سالوینٹس)
※کام ختم کرتے وقت بجلی منقطع ہوجانی چاہیے۔
اگر صرف مذکورہ بالا پر عمل کیا جائے تو احتیاط اچھی طرح کام کر سکتی ہے۔
3.2.7ایمرجنسی اسٹاپ
کوئی بھی غیر متوقع صورت حال پیش آتی ہے، براہ کرم مشین کو روکنے کے لیے فوری طور پر "ایمرجنسی اسٹاپ" کو دبائیں۔ مسائل حل کرنے کے بعد مشین کو دوبارہ شروع کرنے کے لیے ایمرجنسی اسٹاپ کو گھڑی کی سمت موڑ دیں۔
3.2.8 حصوں کی سختی:چیک کریں کہ آیا پائپ صحیح اور مضبوطی سے طے کیے گئے ہیں۔ اس بات کو یقینی بنائیں کہ یہ چوٹ کے آپریٹر کی طرف نیچے نہیں پھسل سکتا
3.2.9 اہلکارکام کرتے وقت حفاظت
زیورات اور انگوٹھیوں کو ہٹا دیں، اور ڈھیلے فٹنگ والے کپڑے نہ پہنیں، جوتے کی لیس، لمبی مونچھیں یا لمبے بالوں کو پہننے سے گریز کریں جو مشین میں لگ سکتے ہیں۔
3.2.10سائٹ کو صاف ستھرا رکھیںy
ہجوم، گندی اور گندی سائٹ کام کرنے کے لیے سازگار نہیں ہے، اس لیے سائٹ کو صاف ستھرا رکھنا ضروری ہے۔
3.2.11 غیر تربیت یافتہ شخص کو کبھی بھی مشین چلانے کی اجازت نہیں ہونی چاہیے۔
3.3 ممکنہ خطرات
3.3.1 بینڈ آرا۔
یہ مشین صرف پیشہ ور افراد یا تربیت یافتہ افراد کے ذریعہ چلائی جاتی ہے، بصورت دیگر ناپسندیدہ حادثہ پیش آسکتا ہے۔
3.3.2 بلیڈ دیکھا
دوڑتے آرے کے بلیڈ کو کبھی ہاتھ نہ لگائیں، ورنہ چوٹ لگ سکتی ہے۔
3.3.3 کاٹنا
کاٹنے سے پہلے، نقل و حمل کے دوران پائپوں کے باہر کی ریت یا پائپوں میں موجود دیگر ڈراف کو صاف کریں۔ یہ آری بلیڈ یا دیگر حادثات کے ناپسندیدہ نقصان سے بچ سکتا ہے۔
قابل اطلاق رینج اور تکنیکی پیرامیٹر
| قسم | TPWC - 315 |
| کاٹنے کے لئے مواد | پیئ، پی پی، پی وی ڈی ایف |
| زیادہ سے زیادہ کاٹنے کی صلاحیت | 315 ملی میٹر |
| کاٹنے کا زاویہ | 0°~67.5° |
| زاویہ کی غلطی | ≤1° |
| آری بلیڈ کی لائن کی رفتار | 230 میٹر فی منٹ |
| ماحولیاتی درجہ حرارت | -5~45℃ |
| بجلی کی فراہمی | 380 V±10 % |
| تعدد | 50 ہرٹج |
| کل کرنٹ | 5A |
| کل طاقت | 3.7 کلو واٹ |
| ڈرائیونگ موٹر | 2.2 کلو واٹ |
| ہائیڈرولک یونٹ موٹر | 1.5 کلو واٹ |
| موصلیت مزاحمت | >1MΩ |
| زیادہ سے زیادہ ہائیڈرولک دباؤ | 6 ایم پی اے |
| کل وزن (کلوگرام) | 1100 |
تفصیل
بینڈ آر کو کہنی، ٹی اور کراس بناتے وقت PE پائپوں کو سیٹ اینگل کے مطابق کاٹنے کے لیے استعمال کیا جا سکتا ہے، تاکہ مشین میں کام کرنے کی اعلی کارکردگی اور مواد کے استعمال کی شرح کی خصوصیات ہوں۔
5.1 حصوں کی تفصیل

| 1. وارننگ ڈیوائس | 2. ٹینشن وہیل | 3. زاویہ پیمانہ | 4. کنٹرول باکس |
| 5. لیول ایڈجسٹر | 6. 67.5° سیٹ | 7. ڈیوائس کو ٹھیک کریں۔ | 8. دیکھا باکس |
5.2 آپریشن پینل
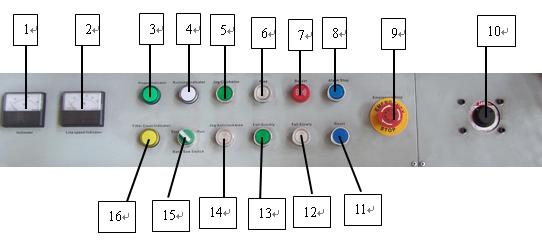
| 1. وولٹ میٹر | 2. لائن سپیڈ انڈیکیٹر | 3. پاور انڈیکیٹر | 4. رننگ انڈیکیٹر |
| 5. گھڑی کی سمت سیر کریں۔ | 6. اٹھنا | 7. بزر | 8. الارم سٹاپ |
| 9. ایمرجنسی اسٹاپ | 10. فیڈ سپیڈ ایڈجسٹر | 11. دوبارہ ترتیب دیں۔ | 12. آہستہ آہستہ گرنا |
| 13. جلدی گرنا | 14. گھڑی کی سمت میں جاگ کریں۔ | 15. بینڈ آری سوئچ | 16. تیل پمپ کام کرنے کے اشارے |
تنصیب
6.1 لفٹنگ اور انسٹالیشن
6.1.1 اگر تنصیب کے دوران فورک لفٹ استعمال کی جاتی ہے، تو تیل کی نلی یا سرکٹ کو نقصان پہنچنے سے بچنے کے لیے مشین کے نیچے سے فورک کو احتیاط سے داخل کریں۔
6.1.2 مشین لگاتے وقت، لیول ایڈجسٹر کو ایڈجسٹ کرکے مشین کو مستحکم اور سطح پر رکھنا چاہیے
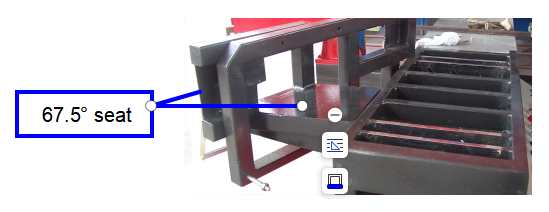
6.1.3 یہ معیاری مشین زاویہ 0 ~ 67.5° کاٹ سکتی ہے، اگر 45° کے اندر زاویہ درکار ہو تو کام کرنے سے پہلے 67.5° سیٹ کو ہٹا دینا چاہیے۔
آپریشن
7.1 شروع ہو رہا ہے۔
7.1.1 مشین کو پاور کریں، اور پاور انڈیکیٹر آن ہونا چاہیے (اگر آن نہیں ہے تو کنکشن غلط ہے)۔
7.2 آپریشن پینل کے دائیں طرف فیڈ اسپیڈ ایڈجسٹر کو موڑ کر اوپر اور نیچے حرکت کرنے والے آری باکس کی جانچ۔
7.3 آری بلیڈ کی دوڑتی ہوئی سمت کو چیک کرنے کے لیے "کلاک وائز" اور "کلاک وائز" بٹن کو دبائیں۔ اگر یہ غلط سمت میں گھومتا ہے تو، بجلی کی فراہمی سے منسلک کسی بھی دو زندہ تاروں کے درمیان کنکشن کا تبادلہ کریں۔
7.4کاٹنے کا آپریشن
7.4.1 اینگل لاکنگ اسکرو کو ڈھیلا کریں، آرا بلیڈ باکس کو ہاتھوں سے مطلوبہ زاویہ تک دھکیلیں (مطلوبہ زاویہ کے مطابق)، اور اینگل لاکنگ اسکرو کو مضبوط کریں۔
7.4.2 آری بلیڈ باکس کو اونچائی تک اٹھائیں (کاٹے جانے والے پائپ کے قطر سے طے شدہ) تاکہ یہ یقینی بنایا جا سکے کہ آرے کا دانت پائپوں کے اوپر ہے۔
7.4.3 کٹنگ نلیاں کام کی میز پر رکھیں، کٹنگ کی پوزیشن کو ایڈجسٹ کریں، اور آلے کو لاک کر کے نایلان بیلٹ کے ساتھ پائپ کو ٹھیک کریں۔
7.4.4 آری بلیڈ شروع کریں، جب آرا بلیڈ مخصوص رفتار حاصل کر لے (رننگ انڈیکیٹر چمکے گا)، فیڈ اسپیڈ ایڈجسٹر کو موڑ دیں تاکہ آری باکس کو آہستہ سے گرا جائے۔ گرنے کی رفتار کو پائپ کے قطر اور موٹائی کے مطابق ریگولیٹ کیا جانا چاہیے۔
7.4.5 جب کاٹنا ختم ہونے والا ہے، براہ کرم آری بلیڈ کو روکنے سے بچنے کے لیے کٹے ہوئے پائپ کو نیچے رکھیں۔
7.4.6 اگر کاٹنے کے دوران کوئی خرابی پیدا ہو جائے تو ایمرجنسی بٹن کو دبائیں۔ مسائل حل کرنے کے بعد مشین کو دوبارہ شروع کرنے کے لیے ایمرجنسی سٹاپ کو گھڑی کی سمت موڑ دیں۔
7.4.7 نچلی حد تک پہنچنے پر آرا بلیڈ خود بخود رک جائے گا۔
7.4 8 کٹنگ ختم کرتے وقت کٹے ہوئے پائپ کو ہٹا دیں اور دوبارہ کاٹ دیں۔
7.4 9 یہ معیاری مشین زاویہ 0~67.5° کو کاٹ سکتی ہے، اگر 45° کے اندر زاویہ درکار ہو تو، پائپ پر کام کرنے سے پہلے 67.5° سیٹ کو ہٹا دینا چاہیے، جو درج ذیل دکھایا گیا ہے:
احتیاط:
1) کنورٹر کی حفاظت کے لیے پاور منقطع کرنے کے بعد 30 منٹ میں مشین کو دوبارہ پاور کریں۔
2) حفاظت کو یقینی بنانے کے لیے پوری مشین کو مٹی میں ڈالنا چاہیے۔
3) بجلی کے اجزاء کی جانچ اور دیکھ بھال پیشہ ور افراد کے ذریعہ کی جانی چاہئے۔
خرابیاں اور حل
پرزوں کو برقرار رکھنے یا تبدیل کرنے کے دوران براہ کرم حفاظتی سرٹیفکیٹ کے ساتھ منسلک ٹولز، اسپیئر پارٹس یا دیگر ٹولز کا استعمال کریں۔ حفاظتی سرٹیفکیٹ کے بغیر ٹولز اور اسپیئر پارٹس کا استعمال منع ہے۔
Table.1 مکینیکل ناکامی۔
| آئٹم | تفصیل | تجزیہ | حل |
| 1 | بینڈ آری بلیڈ جام ہے | 1. روٹری سیٹ کا زاویہ مضبوطی سے بند نہیں ہے۔ 2. بینڈ آری بلیڈ کو مضبوطی سے تنگ نہیں کیا جاتا ہے۔ 3. آری بلیڈ بہت آہستہ چلتی ہے یا آری بلیڈ بہت تیزی سے نیچے گرتی ہے۔ | 1. زاویہ لاک کرنے والے آلے کو باندھیں۔ 2. بینڈ آری بلیڈ کو تناؤ دینے کے لیے ٹینشن رولر کو ریگولیٹ کریں۔ 3. گرنے کی رفتار کو کم کریں اور آری بلیڈ کی اونچی لائن کی رفتار کو ایڈجسٹ کریں۔ |
| 2 | بینڈ آری بلیڈ قطرے | 1. آری بلیڈ ہولڈرز کو اچھی طرح سے ایڈجسٹ نہیں کیا گیا ہے۔ 2. بینڈ آری بلیڈ ٹینشنڈ نہیں ہے۔ 3. آری بلیڈ وہیل ڈھیلا ہے. 4. اوور فلو والو کا بنیادی حصہ بلاک ہے۔ | 1. بینڈ آرا بلیڈ کو بہترین پوزیشن میں ٹھیک کرنے کے لیے آری بلیڈ ہولڈر کو ایڈجسٹ کریں۔ 2. تناؤ رولر کو ایڈجسٹ کریں تاکہ بینڈ آر بلیڈ کو تناؤ ہو۔ 3. آری بلیڈ کے پہیے کو مضبوطی سے باندھیں۔ 4. اوور فلو والو کے کور کو صاف کریں۔ |
Table.2 ہائیڈرولک سسٹم کی خرابیاں
| آئٹم | تفصیل | اسباب | حل |
| 1 | آئل پمپ کی موٹر کام نہیں کرتی | 1. رابطہ کنندہ بند نہیں ہے۔ 2. اندرونی لائنیں منقطع ہیں۔ 3. موٹر غلطی ہے. | 1. رابطہ کنندہ کو چیک کریں۔ 2. کنکشن یا پلگ چیک کریں۔ 3. موٹر کا معائنہ اور مرمت کریں۔ |
| 2 | سسٹم میں کوئی دباؤ نہیں، اور پمپ میں بلند آواز | 1. آئل پمپ موٹر کی گردش کی سمت درست نہیں ہے۔ 2. موٹر اور آئل پمپ کا کپلر منقطع ہے۔ 3. تیل ناکافی یا بہت گندا ہے۔ | 1. اسے گھڑی کی مخالف سمت میں گھومنا چاہیے۔ 2. کپلر چیک کریں؛ 3. تیل بھریں یا تبدیل کریں۔ |
| 3 | مین سلنڈر کی لفٹنگ کی رفتار بہت تیز یا بہت سست ہے۔ | 1. سسٹم کا دباؤ بہت زیادہ یا کم ہے؛ 2. تھروٹل والو کو غلط طریقے سے ایڈجسٹ کیا گیا ہے۔ 3. قابل کنٹرول گال والو کو غلط طریقے سے ایڈجسٹ کیا گیا ہے۔ | 1. نظام کے دباؤ کو ایڈجسٹ کریں؛ 2. تھروٹل والو کو ایڈجسٹ کریں۔ 3. واحد سمت والو کو ایڈجسٹ کریں. |
| 4 | دباؤ کو زیادہ سے ایڈجسٹ نہیں کیا جا سکتا یا دباؤ کا اتار چڑھاو بہت بڑا ہے۔ | 1. اوور فلو والو کور مسدود ہے۔ 2. تیل کا فلٹر مسدود ہے۔ 3. اوور فلو والو کور مسدود ہے۔ | 1. اوور فلو والو کو منقطع کریں اور دھوئیں یا تبدیل کریں۔ 2. تیل کے فلٹر کو دھوئے۔ 3 .اوور فلو والو کور کو جدا اور صاف کریں۔ |
سرکٹ اور ہائیڈرولک یونٹ ڈایاگرام
9.1 سرکٹ یونٹ ڈایاگرام (اپنڈکس کا حوالہ)
9.2 ہائیڈرولک یونٹ ڈایاگرام (اپنڈکس کا حوالہ)





