
TPWC315 ਬੈਂਡ ਸਾ ਓਪਰੇਸ਼ਨ ਮੈਨੂਅਲ

ਵਿਸ਼ੇਸ਼ ਵਰਣਨ
ਮਸ਼ੀਨ ਨੂੰ ਚਲਾਉਣ ਤੋਂ ਪਹਿਲਾਂ, ਕਿਸੇ ਵੀ ਵਿਅਕਤੀ ਨੂੰ ਇਸ ਵਰਣਨ ਨੂੰ ਧਿਆਨ ਨਾਲ ਪੜ੍ਹਨਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਉਪਕਰਣ ਅਤੇ ਆਪਰੇਟਰ ਦੀ ਸੁਰੱਖਿਆ ਦੇ ਨਾਲ-ਨਾਲ ਦੂਜਿਆਂ ਦੀ ਸੁਰੱਖਿਆ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਇਸਨੂੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ।
2.1 ਇਸ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ PE, PP ਅਤੇ PVDF ਤੋਂ ਬਣੇ ਪਾਈਪਾਂ ਨੂੰ ਕੱਟਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ ਬਿਨਾਂ ਵਰਣਨ ਸਮੱਗਰੀ ਨੂੰ ਕੱਟਣ ਲਈ ਵਰਤੀ ਨਹੀਂ ਜਾ ਸਕਦੀ; ਨਹੀਂ ਤਾਂ ਮਸ਼ੀਨ ਖਰਾਬ ਹੋ ਸਕਦੀ ਹੈ ਜਾਂ ਦੁਰਘਟਨਾ ਹੋ ਸਕਦੀ ਹੈ।
2.2 ਵਿਸਫੋਟ ਦੇ ਸੰਭਾਵੀ ਖਤਰੇ ਵਾਲੀ ਥਾਂ 'ਤੇ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਨਾ ਕਰੋ
2.3 ਮਸ਼ੀਨ ਨੂੰ ਜ਼ਿੰਮੇਵਾਰ, ਯੋਗ ਅਤੇ ਸਿਖਿਅਤ ਕਰਮਚਾਰੀਆਂ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
2.4 ਮਸ਼ੀਨ ਨੂੰ ਖੁਸ਼ਕ ਖੇਤਰ 'ਤੇ ਚਲਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਸੁਰੱਖਿਆ ਉਪਾਅ ਉਦੋਂ ਅਪਣਾਏ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ ਜਦੋਂ ਇਸ ਦੀ ਵਰਤੋਂ ਮੀਂਹ ਜਾਂ ਗਿੱਲੀ ਜ਼ਮੀਨ 'ਤੇ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
2.5 ਇੰਪੁੱਟ ਪਾਵਰ 380V±10%, 50 Hz ਦੇ ਅੰਦਰ ਹੈ। ਜੇਕਰ ਵਿਸਤ੍ਰਿਤ ਇਨਪੁਟ ਲਾਈਨ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਲਾਈਨ ਵਿੱਚ ਲੋੜੀਂਦਾ ਲੀਡ ਭਾਗ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
2.6 ਪਹਿਲੀ ਵਾਰ ਵਰਤਣ ਤੋਂ ਪਹਿਲਾਂ ਹਾਈਡ੍ਰੌਲਿਕ ਤੇਲ (N46 ISO3448) ਨੂੰ ਟੈਂਕ ਵਿੱਚ ਭਰੋ। ਤੇਲ ਦੀ ਮਾਤਰਾ ਟੈਂਕ ਦੇ ਲਗਭਗ 2/3 ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਸੁਰੱਖਿਆ
ਹੇਠਾਂ ਦਿੱਤੇ ਚਿੰਨ੍ਹ ਮਸ਼ੀਨ 'ਤੇ ਚਿਪਕਾਏ ਗਏ ਹਨ।
| ਸਾਵਧਾਨ, ਖ਼ਤਰਾ! ਕਿਰਪਾ ਕਰਕੇ ਸਾਵਧਾਨ ਰਹੋ ਜਦੋਂ ਕੰਮ ਕਰੋ ਜਾਂ ਇਸ ਚਿੰਨ੍ਹ ਵਾਲੇ ਖੇਤਰ ਦੇ ਨੇੜੇ ਰਹੋ! |  |
| ਖ਼ਤਰਾ, ਬਿਜਲੀ ਦਾ ਝਟਕਾ! ਇਸ ਚਿੰਨ੍ਹ ਵਾਲੇ ਹਿੱਸਿਆਂ ਵਿੱਚ ਬਿਜਲੀ ਲੀਕ ਹੋਣ ਦਾ ਖ਼ਤਰਾ ਹੋ ਸਕਦਾ ਹੈ। ਇੱਥੇ ਕੰਮ ਕਰਦੇ ਸਮੇਂ ਸਾਵਧਾਨ ਰਹੋ। |  |
| ਸਾਵਧਾਨ, ਹੱਥ ਨੂੰ ਸੱਟ |  |
3.2 ਸੁਰੱਖਿਆ ਲਈ ਸਾਵਧਾਨੀਆਂ
ਮਸ਼ੀਨ ਨੂੰ ਚਲਾਉਂਦੇ ਸਮੇਂ, ਹਦਾਇਤਾਂ ਅਤੇ ਸੁਰੱਖਿਆ ਨਿਯਮਾਂ ਦੀ ਸਾਵਧਾਨੀ ਨਾਲ ਪਾਲਣਾ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ।
3.2.1 ਆਪਰੇਟਰ ਸਿੱਖਿਅਤ ਅਤੇ ਹੁਨਰਮੰਦ ਕਰਮਚਾਰੀ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
3.2.2 ਸੁਰੱਖਿਆ ਅਤੇ ਮਸ਼ੀਨ ਦੀ ਭਰੋਸੇਯੋਗਤਾ ਲਈ ਪ੍ਰਤੀ ਸਾਲ ਮਸ਼ੀਨ ਦੀ ਪੂਰੀ ਤਰ੍ਹਾਂ ਜਾਂਚ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਕਰੋ।
3.2.3 ਪਾਵਰ: ਬਿਜਲੀ ਵੰਡ ਬਕਸੇ ਵਿੱਚ ਸੰਬੰਧਿਤ ਬਿਜਲੀ ਸੁਰੱਖਿਆ ਮਿਆਰ ਦੇ ਨਾਲ ਗਰਾਊਂਡ ਫਾਲਟ ਇੰਟਰਪਰਟਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
ਅਰਥਿੰਗ: ਪੂਰੀ ਸਾਈਟ ਨੂੰ ਇੱਕੋ ਜ਼ਮੀਨੀ ਤਾਰ ਸਾਂਝੀ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ ਅਤੇ ਜ਼ਮੀਨੀ ਕੁਨੈਕਸ਼ਨ ਪ੍ਰਣਾਲੀ ਨੂੰ ਪੇਸ਼ੇਵਰ ਲੋਕਾਂ ਦੁਆਰਾ ਮੁਕੰਮਲ ਅਤੇ ਟੈਸਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
3.2.4 ਮਸ਼ੀਨ ਦੀ ਸਟੋਰੇਜ:
ਘੱਟੋ-ਘੱਟ ਖ਼ਤਰਿਆਂ ਲਈ ਸਾਰੇ ਉਪਕਰਣਾਂ ਨੂੰ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਚਲਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ:
※ ਇਲੈਕਟ੍ਰੋਫੋਰਸ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਨਾ ਛੂਹੋ
※ ਡਿਸਕਨੈਕਟ ਕਰਨ ਲਈ ਕੇਬਲ ਨੂੰ ਬੰਦ ਕਰਨ ਤੋਂ ਮਨ੍ਹਾ ਕਰੋ
※ ਕੇਬਲਾਂ 'ਤੇ ਭਾਰੀ ਜਾਂ ਤਿੱਖੀ ਵਸਤੂ ਨਾ ਰੱਖੋ, ਅਤੇ ਸੀਮਤ ਤਾਪਮਾਨ (70℃) ਦੇ ਅੰਦਰ ਕੇਬਲ ਦੇ ਤਾਪਮਾਨ ਨੂੰ ਕੰਟਰੋਲ ਕਰੋ।
※ ਗਿੱਲੇ ਵਾਤਾਵਰਨ ਵਿੱਚ ਕੰਮ ਨਾ ਕਰੋ। ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਨਾਲੀ ਅਤੇ ਜੁੱਤੇ ਸੁੱਕੇ ਹਨ।
※ ਮਸ਼ੀਨ ਨੂੰ ਸਪਲੈਸ਼ ਨਾ ਕਰੋ
3.2.5 ਸਮੇਂ-ਸਮੇਂ 'ਤੇ ਮਸ਼ੀਨ ਦੀ ਇਨਸੂਲੇਸ਼ਨ ਸਥਿਤੀ ਦੀ ਜਾਂਚ ਕਰੋ
※ ਕੇਬਲਾਂ ਦੇ ਇਨਸੂਲੇਸ਼ਨ ਦੀ ਜਾਂਚ ਕਰੋ, ਖਾਸ ਤੌਰ 'ਤੇ ਬਾਹਰ ਕੱਢੇ ਗਏ ਪੁਆਇੰਟ
※ ਮਸ਼ੀਨ ਨੂੰ ਅਤਿਅੰਤ ਸਥਿਤੀ ਵਿੱਚ ਨਾ ਚਲਾਓ।
※ ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਗਰਾਊਂਡ ਫਾਲਟ ਇੰਟਰਪਰਟਰ ਘੱਟੋ-ਘੱਟ ਪ੍ਰਤੀ ਮਹੀਨਾ ਵਧੀਆ ਕੰਮ ਕਰਦਾ ਹੈ।
※ ਯੋਗ ਕਰਮਚਾਰੀਆਂ ਦੁਆਰਾ ਮਸ਼ੀਨ ਦੀ ਅਰਥਿੰਗ ਦੀ ਜਾਂਚ ਕਰੋ
3.2.6 ਮਸ਼ੀਨ ਨੂੰ ਧਿਆਨ ਨਾਲ ਸਾਫ਼ ਕਰੋ
※ ਇੰਸੂਲੇਸ਼ਨ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਨੁਕਸਾਨ ਪਹੁੰਚਾਉਣ ਵਾਲੀਆਂ ਸਮੱਗਰੀਆਂ ਦੀ ਵਰਤੋਂ ਨਾ ਕਰੋ (ਜਿਵੇਂ ਕਿ ਗੈਸ, ਘਬਰਾਹਟ, ਅਤੇ ਹੋਰ ਘੋਲਨ ਵਾਲੇ)
※ ਕੰਮ ਪੂਰਾ ਕਰਨ ਵੇਲੇ ਪਾਵਰ ਨੂੰ ਡਿਸਕਨੈਕਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਜੇਕਰ ਸਿਰਫ਼ ਉੱਪਰ ਦੱਸੇ ਗਏ ਹਨ, ਤਾਂ ਸਾਵਧਾਨੀ ਚੰਗੀ ਤਰ੍ਹਾਂ ਕੰਮ ਕਰ ਸਕਦੀ ਹੈ।
3.2.7ਐਮਰਜੈਂਸੀ ਸਟਾਪ
ਕੋਈ ਵੀ ਅਚਾਨਕ ਸਥਿਤੀ ਵਾਪਰਦੀ ਹੈ, ਕਿਰਪਾ ਕਰਕੇ ਮਸ਼ੀਨ ਨੂੰ ਰੋਕਣ ਲਈ ਤੁਰੰਤ "ਐਮਰਜੈਂਸੀ ਸਟਾਪ" ਦਬਾਓ। ਸਮੱਸਿਆਵਾਂ ਹੱਲ ਕਰਨ ਤੋਂ ਬਾਅਦ ਮਸ਼ੀਨ ਨੂੰ ਦੁਬਾਰਾ ਚਾਲੂ ਕਰਨ ਲਈ ਐਮਰਜੈਂਸੀ ਸਟਾਪ ਨੂੰ ਘੜੀ ਦੀ ਦਿਸ਼ਾ ਵਿੱਚ ਮੋੜੋ।
3.2.8 ਹਿੱਸਿਆਂ ਦੀ ਤੰਗੀ:ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਪਾਈਪਾਂ ਸਹੀ ਅਤੇ ਕੱਸੀਆਂ ਹੋਈਆਂ ਹਨ। ਇਹ ਸੁਨਿਸ਼ਚਿਤ ਕਰੋ ਕਿ ਇਹ ਸੱਟ ਦੇ ਆਪਰੇਟਰ ਨੂੰ ਹੇਠਾਂ ਨਹੀਂ ਸਲਾਈਡ ਕਰ ਸਕਦਾ ਹੈ
3.2.9 ਕਰਮਚਾਰੀਕੰਮ ਕਰਦੇ ਸਮੇਂ ਸੁਰੱਖਿਆ
ਗਹਿਣਿਆਂ ਅਤੇ ਮੁੰਦਰੀਆਂ ਨੂੰ ਹਟਾਓ, ਅਤੇ ਢਿੱਲੇ-ਫਿਟਿੰਗ ਕੱਪੜੇ ਨਾ ਪਹਿਨੋ, ਜੁੱਤੀ ਦੀ ਕਿਨਾਰੀ, ਲੰਬੀਆਂ ਮੁੱਛਾਂ ਜਾਂ ਲੰਬੇ ਵਾਲਾਂ ਨੂੰ ਪਹਿਨਣ ਤੋਂ ਪਰਹੇਜ਼ ਕਰੋ ਜੋ ਮਸ਼ੀਨ ਨਾਲ ਜੁੜੇ ਹੋ ਸਕਦੇ ਹਨ।
3.2.10ਸਾਈਟ ਨੂੰ ਸਾਫ਼ ਅਤੇ ਸੁਥਰਾ ਰੱਖੋy
ਭੀੜ, ਗੰਦੀ ਅਤੇ ਗੰਦਗੀ ਵਾਲੀ ਸਾਈਟ ਕੰਮ ਕਰਨ ਲਈ ਅਨੁਕੂਲ ਨਹੀਂ ਹੈ, ਇਸ ਲਈ ਸਾਈਟ ਨੂੰ ਸਾਫ਼ ਅਤੇ ਸੁਥਰਾ ਰੱਖਣਾ ਮਹੱਤਵਪੂਰਨ ਹੈ।
3.2.11 ਅਣਸਿਖਿਅਤ ਵਿਅਕਤੀ ਨੂੰ ਕਦੇ ਵੀ ਮਸ਼ੀਨ ਚਲਾਉਣ ਦੀ ਇਜਾਜ਼ਤ ਨਹੀਂ ਦਿੱਤੀ ਜਾਣੀ ਚਾਹੀਦੀ।
3.3 ਸੰਭਾਵੀ ਖ਼ਤਰੇ
3.3.1 ਬੈਂਡ ਨੇ ਦੇਖਿਆ
ਇਹ ਮਸ਼ੀਨ ਸਿਰਫ ਪੇਸ਼ੇਵਰ ਵਿਅਕਤੀ ਜਾਂ ਸਿਖਿਅਤ ਕਰਮਚਾਰੀਆਂ ਦੁਆਰਾ ਚਲਾਈ ਜਾਂਦੀ ਹੈ, ਨਹੀਂ ਤਾਂ ਅਣਚਾਹੇ ਦੁਰਘਟਨਾ ਦਾ ਕਾਰਨ ਬਣ ਸਕਦਾ ਹੈ।
3.3.2 ਸਾ ਬਲੇਡ
ਚੱਲ ਰਹੇ ਆਰੇ ਦੇ ਬਲੇਡ ਨੂੰ ਕਦੇ ਵੀ ਨਾ ਛੂਹੋ, ਨਹੀਂ ਤਾਂ ਸੱਟ ਲੱਗ ਸਕਦੀ ਹੈ
3.3.3 ਕੱਟਣਾ
ਕੱਟਣ ਤੋਂ ਪਹਿਲਾਂ, ਢੋਆ-ਢੁਆਈ ਕਰਦੇ ਸਮੇਂ ਪਾਈਪਾਂ ਦੇ ਬਾਹਰ ਰੇਤ ਜਾਂ ਪਾਈਪਾਂ ਵਿੱਚ ਪਈ ਹੋਰ ਡਰਾਫ ਨੂੰ ਸਾਫ਼ ਕਰੋ। ਇਹ ਆਰਾ ਬਲੇਡ ਜਾਂ ਹੋਰ ਦੁਰਘਟਨਾਵਾਂ ਦੇ ਅਣਚਾਹੇ ਨੁਕਸਾਨ ਤੋਂ ਬਚ ਸਕਦਾ ਹੈ
ਲਾਗੂ ਰੇਂਜ ਅਤੇ ਤਕਨੀਕੀ ਪੈਰਾਮੀਟਰ
| ਟਾਈਪ ਕਰੋ | TPWC - 315 |
| ਕੱਟਣ ਲਈ ਸਮੱਗਰੀ | PE, PP, PVDF |
| ਅਧਿਕਤਮ ਕੱਟਣ ਦੀ ਸਮਰੱਥਾ | 315mm |
| ਕੱਟਣ ਵਾਲਾ ਕੋਣ | 0°~67.5° |
| ਕੋਣ ਦੀ ਅਸ਼ੁੱਧਤਾ | ≤1° |
| ਆਰਾ ਬਲੇਡ ਦੀ ਰੇਖਾ ਵੇਗ | 230 ਮੀ/ਮਿੰਟ |
| ਵਾਤਾਵਰਣ ਦਾ ਤਾਪਮਾਨ | -5-45℃ |
| ਬਿਜਲੀ ਦੀ ਸਪਲਾਈ | 380 V±10 % |
| ਬਾਰੰਬਾਰਤਾ | 50 Hz |
| ਕੁੱਲ ਵਰਤਮਾਨ | 5A |
| ਕੁੱਲ ਸ਼ਕਤੀ | 3.7 ਕਿਲੋਵਾਟ |
| ਡ੍ਰਾਈਵਿੰਗ ਮੋਟਰ | 2.2 ਕਿਲੋਵਾਟ |
| ਹਾਈਡ੍ਰੌਲਿਕ ਯੂਨਿਟ ਮੋਟਰ | 1.5 ਕਿਲੋਵਾਟ |
| ਇਨਸੂਲੇਸ਼ਨ ਟਾਕਰੇ | >1MΩ |
| ਅਧਿਕਤਮ ਹਾਈਡ੍ਰੌਲਿਕ ਦਬਾਅ | 6 MPa |
| ਕੁੱਲ ਭਾਰ (ਕਿਲੋ) | 1100 |
ਵਰਣਨ
ਬੈਂਡ ਆਰਾ ਦੀ ਵਰਤੋਂ ਕੂਹਣੀ, ਟੀ ਅਤੇ ਕਰਾਸ ਬਣਾਉਣ ਵੇਲੇ ਸੈੱਟ ਐਂਗਲ ਦੇ ਅਨੁਸਾਰ ਪੀਈ ਪਾਈਪਾਂ ਨੂੰ ਕੱਟਣ ਲਈ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ, ਤਾਂ ਜੋ ਮਸ਼ੀਨ ਵਿੱਚ ਉੱਚ ਕਾਰਜਸ਼ੀਲਤਾ ਅਤੇ ਸਮੱਗਰੀ ਦੀ ਉਪਯੋਗਤਾ ਦਰ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹੋਣ।
5.1 ਭਾਗਾਂ ਦਾ ਵਰਣਨ

| 1. ਚੇਤਾਵਨੀ ਯੰਤਰ | 2. ਤਣਾਅ ਪਹੀਆ | 3. ਕੋਣ ਸਕੇਲ | 4. ਕੰਟਰੋਲ ਬਾਕਸ |
| 5. ਪੱਧਰ ਐਡਜਸਟਰ | 6. 67.5° ਸੀਟ | 7. ਡਿਵਾਈਸ ਨੂੰ ਠੀਕ ਕਰੋ | 8. ਸਾਵ ਬਾਕਸ |
5.2 ਓਪਰੇਸ਼ਨ ਪੈਨਲ
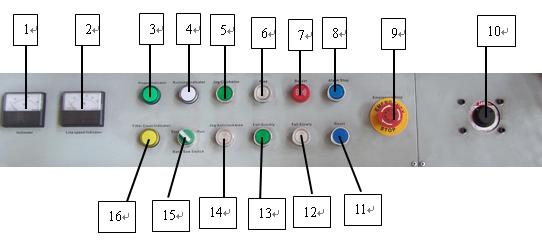
| 1. ਵੋਲਟਮੀਟਰ | 2. ਲਾਈਨ ਸਪੀਡ ਇੰਡੀਕੇਟਰ | 3. ਪਾਵਰ ਸੂਚਕ | 4. ਚੱਲ ਰਿਹਾ ਸੂਚਕ |
| 5. ਘੜੀ ਦੀ ਦਿਸ਼ਾ ਵਿੱਚ ਜੋਗ ਕਰੋ | 6. ਉਠੋ | 7. ਬਜ਼ਰ | 8. ਅਲਾਰਮ ਸਟਾਪ |
| 9. ਐਮਰਜੈਂਸੀ ਸਟਾਪ | 10.ਫੀਡ ਸਪੀਡ ਐਡਜਸਟਰ | 11. ਰੀਸੈਟ ਕਰੋ | 12. ਹੌਲੀ ਹੌਲੀ ਡਿੱਗੋ |
| 13. ਜਲਦੀ ਡਿੱਗੋ | 14. ਘੜੀ ਦੇ ਉਲਟ ਜਾਗ ਕਰੋ | 15. ਬੈਂਡ ਆਰਾ ਸਵਿੱਚ | 16. ਤੇਲ ਪੰਪ ਕੰਮ ਕਰਨ ਦਾ ਸੂਚਕ |
ਇੰਸਟਾਲੇਸ਼ਨ
6.1 ਲਿਫਟਿੰਗ ਅਤੇ ਇੰਸਟਾਲੇਸ਼ਨ
6.1.1 ਜੇਕਰ ਇੰਸਟਾਲੇਸ਼ਨ ਦੌਰਾਨ ਫੋਰਕਲਿਫਟ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਤੇਲ ਦੀ ਹੋਜ਼ ਜਾਂ ਸਰਕਟ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਉਣ ਤੋਂ ਬਚਣ ਲਈ ਮਸ਼ੀਨ ਦੇ ਹੇਠਲੇ ਹਿੱਸੇ ਤੋਂ ਫੋਰਕ ਨੂੰ ਧਿਆਨ ਨਾਲ ਪਾਓ।
6.1.2 ਮਸ਼ੀਨ ਨੂੰ ਲਗਾਉਂਦੇ ਸਮੇਂ, ਲੈਵਲ ਐਡਜਸਟਰ ਨੂੰ ਐਡਜਸਟ ਕਰਕੇ ਮਸ਼ੀਨ ਨੂੰ ਸਥਿਰ ਅਤੇ ਪੱਧਰ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ
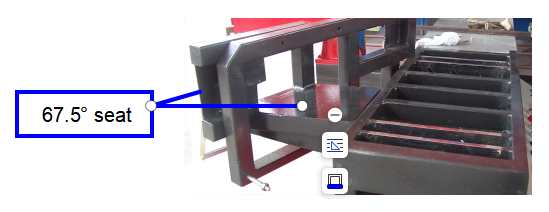
6.1.3 ਇਹ ਮਿਆਰੀ ਮਸ਼ੀਨ ਕੋਣ 0~67.5° ਨੂੰ ਕੱਟ ਸਕਦੀ ਹੈ, ਜੇਕਰ 45° ਦੇ ਅੰਦਰ ਇੱਕ ਕੋਣ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਕੰਮ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ 67.5° ਸੀਟ ਨੂੰ ਹਟਾ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ
ਓਪਰੇਸ਼ਨ
7.1 ਸ਼ੁਰੂ ਹੋ ਰਿਹਾ ਹੈ
7.1.1 ਮਸ਼ੀਨ ਨੂੰ ਪਾਵਰ ਦਿਓ, ਅਤੇ ਪਾਵਰ ਇੰਡੀਕੇਟਰ ਚਾਲੂ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ (ਜੇਕਰ ਚਾਲੂ ਨਹੀਂ ਹੈ, ਤਾਂ ਕੁਨੈਕਸ਼ਨ ਗਲਤ ਹੈ)।
7.2 ਓਪਰੇਸ਼ਨ ਪੈਨਲ ਦੇ ਸੱਜੇ ਪਾਸੇ ਫੀਡ ਸਪੀਡ ਐਡਜਸਟਰ ਨੂੰ ਮੋੜ ਕੇ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਜਾਣ ਵਾਲੇ ਆਰਾ ਬਾਕਸ ਦੀ ਜਾਂਚ।
7.3 ਆਰਾ ਬਲੇਡ ਦੀ ਚੱਲ ਰਹੀ ਦਿਸ਼ਾ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ "ਜੌਗ ਕਲਾਕਵਾਇਜ਼" ਅਤੇ "ਜੌਗ ਕਲਾਕਵਾਇਜ਼" ਬਟਨ ਨੂੰ ਦਬਾਓ। ਜੇਕਰ ਇਹ ਗਲਤ ਦਿਸ਼ਾ ਵਿੱਚ ਘੁੰਮਦਾ ਹੈ, ਤਾਂ ਪਾਵਰ ਸਪਲਾਈ ਨਾਲ ਜੁੜੀਆਂ ਕਿਸੇ ਵੀ ਦੋ ਲਾਈਵ ਤਾਰਾਂ ਵਿਚਕਾਰ ਕਨੈਕਸ਼ਨ ਦਾ ਵਟਾਂਦਰਾ ਕਰੋ।
7.4ਕੱਟਣ ਦੀ ਕਾਰਵਾਈ
7.4.1 ਐਂਗਲ ਲਾਕਿੰਗ ਪੇਚ ਨੂੰ ਢਿੱਲਾ ਕਰੋ, ਆਰਾ ਬਲੇਡ ਬਾਕਸ ਨੂੰ ਹੱਥਾਂ ਨਾਲ ਲੋੜੀਂਦੇ ਕੋਣ (ਲੋੜੀਂਦੇ ਕੋਣ ਅਨੁਸਾਰ) ਵੱਲ ਧੱਕੋ, ਅਤੇ ਐਂਗਲ ਲਾਕਿੰਗ ਪੇਚ ਨੂੰ ਬੰਨ੍ਹੋ।
7.4.2 ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਿ ਆਰੇ ਦਾ ਦੰਦ ਪਾਈਪ ਦੇ ਉੱਪਰ ਹੈ (ਕੱਟੇ ਜਾਣ ਵਾਲੇ ਪਾਈਪ ਦੇ ਵਿਆਸ ਦੁਆਰਾ ਨਿਰਧਾਰਿਤ) ਇੱਕ ਉਚਾਈ ਤੱਕ ਆਰਾ ਬਲੇਡ ਬਾਕਸ ਨੂੰ ਉੱਚਾ ਕਰੋ।
7.4.3 ਕਟਿੰਗ ਟਿਊਬਿੰਗ ਨੂੰ ਵਰਕ ਟੇਬਲ 'ਤੇ ਰੱਖੋ, ਕੱਟਣ ਦੀ ਸਥਿਤੀ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ, ਅਤੇ ਲਾਕਿੰਗ ਡਿਵਾਈਸ ਦੁਆਰਾ ਪਾਈਪ ਨੂੰ ਨਾਈਲੋਨ ਬੈਲਟ ਨਾਲ ਠੀਕ ਕਰੋ।
7.4.4 ਆਰਾ ਬਲੇਡ ਸ਼ੁਰੂ ਕਰੋ, ਜਦੋਂ ਆਰਾ ਬਲੇਡ ਨਿਰਧਾਰਤ ਗਤੀ ਪ੍ਰਾਪਤ ਕਰਦਾ ਹੈ (ਚਲਦਾ ਸੂਚਕ ਚਮਕੇਗਾ), ਫੀਡ ਸਪੀਡ ਐਡਜਸਟਰ ਨੂੰ ਆਰਾ ਬਾਕਸ ਨੂੰ ਹੌਲੀ-ਹੌਲੀ ਡਿੱਗਣ ਲਈ ਚਾਲੂ ਕਰੋ। ਡਿੱਗਣ ਦੀ ਗਤੀ ਨੂੰ ਪਾਈਪ ਦੇ ਵਿਆਸ ਅਤੇ ਮੋਟਾਈ ਦੇ ਅਨੁਸਾਰ ਨਿਯੰਤ੍ਰਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.
7.4.5 ਜਦੋਂ ਕੱਟਣਾ ਪੂਰਾ ਹੋਣ ਜਾ ਰਿਹਾ ਹੈ, ਕਿਰਪਾ ਕਰਕੇ ਆਰੇ ਬਲੇਡ ਨੂੰ ਰੋਕਣ ਤੋਂ ਬਚਣ ਲਈ ਪਾਈਪ ਨੂੰ ਕੱਟ ਕੇ ਰੱਖੋ।
7.4.6 ਐਮਰਜੈਂਸੀ ਬਟਨ ਦਬਾਓ ਜੇਕਰ ਕੱਟਣ ਦੌਰਾਨ ਕੋਈ ਅਸਧਾਰਨਤਾ ਹੁੰਦੀ ਹੈ। ਸਮੱਸਿਆਵਾਂ ਹੱਲ ਕਰਨ ਤੋਂ ਬਾਅਦ ਮਸ਼ੀਨ ਨੂੰ ਦੁਬਾਰਾ ਚਾਲੂ ਕਰਨ ਲਈ ਐਮਰਜੈਂਸੀ ਸਟਾਪ ਨੂੰ ਘੜੀ ਦੀ ਦਿਸ਼ਾ ਵਿੱਚ ਮੋੜੋ..
7.4.7 ਆਰਾ ਬਲੇਡ ਆਪਣੇ ਆਪ ਬੰਦ ਹੋ ਜਾਵੇਗਾ ਜਦੋਂ ਇਹ ਘੱਟ ਸੀਮਤ ਸਥਿਤੀ 'ਤੇ ਪਹੁੰਚਦਾ ਹੈ
7.4 8 ਕੱਟਣ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਸਮੇਂ ਕੱਟੇ ਹੋਏ ਪਾਈਪ ਨੂੰ ਹਟਾਓ ਅਤੇ ਕੱਟੋ।
7.4 9 ਇਹ ਸਟੈਂਡਰਡ ਮਸ਼ੀਨ ਕੋਣ 0~67.5° ਨੂੰ ਕੱਟ ਸਕਦੀ ਹੈ, ਜੇਕਰ 45° ਦੇ ਅੰਦਰ ਇੱਕ ਕੋਣ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਪਾਈਪ 'ਤੇ ਕੰਮ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ 67.5° ਸੀਟ ਨੂੰ ਹਟਾ ਦਿੱਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਜੋ ਕਿ ਹੇਠਾਂ ਦਿਖਾਇਆ ਗਿਆ ਹੈ:
ਸਾਵਧਾਨ:
1) ਕਨਵਰਟਰ ਦੀ ਸੁਰੱਖਿਆ ਲਈ ਪਾਵਰ ਕੱਟਣ ਤੋਂ ਬਾਅਦ 30 ਮਿੰਟਾਂ ਵਿੱਚ ਮਸ਼ੀਨ ਨੂੰ ਦੁਬਾਰਾ ਪਾਵਰ ਕਰੋ।
2) ਸੁਰੱਖਿਆ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਪੂਰੀ ਮਸ਼ੀਨ ਨੂੰ ਮਿੱਟੀ ਨਾਲ ਭਰਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ
3) ਇਲੈਕਟ੍ਰੀਕਲ ਕੰਪੋਨੈਂਟਸ ਦੀ ਜਾਂਚ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਪੇਸ਼ੇਵਰ ਵਿਅਕਤੀ ਦੁਆਰਾ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ
ਨੁਕਸ ਅਤੇ ਹੱਲ
ਕਿਰਪਾ ਕਰਕੇ ਪੁਰਜ਼ਿਆਂ ਦੀ ਸਾਂਭ-ਸੰਭਾਲ ਜਾਂ ਬਦਲਦੇ ਸਮੇਂ ਸੁਰੱਖਿਆ ਸਰਟੀਫਿਕੇਟ ਵਾਲੇ ਟੂਲਸ, ਸਪੇਅਰ ਪਾਰਟਸ ਜਾਂ ਹੋਰ ਟੂਲਸ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਸੁਰੱਖਿਆ ਸਰਟੀਫਿਕੇਟ ਤੋਂ ਬਿਨਾਂ ਟੂਲ ਅਤੇ ਸਪੇਅਰ ਪਾਰਟਸ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਮਨਾਹੀ ਹੈ।
ਸਾਰਣੀ.1 ਮਕੈਨੀਕਲ ਅਸਫਲਤਾ
| ਆਈਟਮ | ਵਰਣਨ | ਵਿਸ਼ਲੇਸ਼ਣ | ਹੱਲ |
| 1 | ਬੈਂਡ ਆਰਾ ਬਲੇਡ ਜਾਮ ਹੈ | 1. ਰੋਟਰੀ ਸੀਟ ਦੇ ਕੋਣ ਨੂੰ ਕੱਸ ਕੇ ਲਾਕ ਨਹੀਂ ਕੀਤਾ ਗਿਆ ਹੈ। 2. ਬੈਂਡ ਆਰਾ ਬਲੇਡ ਨੂੰ ਕੱਸ ਕੇ ਤਣਾਅ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। 3. ਆਰਾ ਬਲੇਡ ਬਹੁਤ ਹੌਲੀ ਚੱਲਦਾ ਹੈ ਜਾਂ ਆਰਾ ਬਲੇਡ ਬਹੁਤ ਜਲਦੀ ਹੇਠਾਂ ਡਿੱਗਦਾ ਹੈ | 1. ਐਂਗਲ ਲੌਕ ਕਰਨ ਵਾਲੇ ਯੰਤਰ ਨੂੰ ਬੰਨ੍ਹੋ। 2. ਬੈਂਡ ਆਰਾ ਬਲੇਡ ਨੂੰ ਤਣਾਅ ਦੇਣ ਲਈ ਤਣਾਅ ਰੋਲਰ ਨੂੰ ਨਿਯਮਤ ਕਰੋ। 3. ਡਿੱਗਣ ਦੀ ਗਤੀ ਨੂੰ ਹੇਠਾਂ ਕਰੋ ਅਤੇ ਆਰਾ ਬਲੇਡ ਦੀ ਉੱਚ ਰੇਖਾ ਵੇਗ ਨੂੰ ਐਡਜਸਟ ਕਰੋ। |
| 2 | ਬੈਂਡ ਆਰਾ ਬਲੇਡ ਤੁਪਕੇ | 1. ਆਰਾ ਬਲੇਡ ਧਾਰਕਾਂ ਨੂੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਐਡਜਸਟ ਨਹੀਂ ਕੀਤਾ ਗਿਆ ਹੈ। 2. ਬੈਂਡ ਆਰਾ ਬਲੇਡ ਤਣਾਅ ਵਾਲਾ ਨਹੀਂ ਹੈ। 3. ਆਰਾ ਬਲੇਡ ਵ੍ਹੀਲ ਢਿੱਲਾ ਹੈ। 4. ਓਵਰਫਲੋ ਵਾਲਵ ਦਾ ਕੋਰ ਬਲੌਕ ਕੀਤਾ ਗਿਆ ਹੈ | 1. ਬੈਂਡ ਆਰਾ ਬਲੇਡ ਨੂੰ ਸਰਵੋਤਮ ਸਥਿਤੀ ਵਿੱਚ ਫਿਕਸ ਕਰਨ ਲਈ ਆਰਾ ਬਲੇਡ ਧਾਰਕ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾਓ। 2. ਬੈਂਡ ਆਰਾ ਬਲੇਡ ਨੂੰ ਤਣਾਅ ਦੇਣ ਲਈ ਤਣਾਅ ਰੋਲਰ ਨੂੰ ਅਡਜੱਸਟ ਕਰੋ। 3. ਆਰੇ ਬਲੇਡ ਦੇ ਪਹੀਏ ਨੂੰ ਕੱਸ ਕੇ ਬੰਨ੍ਹੋ। 4. ਓਵਰਫਲੋ ਵਾਲਵ ਦੇ ਕੋਰ ਨੂੰ ਸਾਫ਼ ਕਰੋ |
ਸਾਰਣੀ.2 ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ ਨੁਕਸ
| ਆਈਟਮ | ਵਰਣਨ | ਕਾਰਨ | ਹੱਲ |
| 1 | ਤੇਲ ਪੰਪ ਦੀ ਮੋਟਰ ਕੰਮ ਨਹੀਂ ਕਰਦੀ | 1. ਸੰਪਰਕ ਕਰਨ ਵਾਲਾ ਬੰਦ ਨਹੀਂ ਹੈ 2. ਅੰਦਰੂਨੀ ਲਾਈਨਾਂ ਡਿਸਕਨੈਕਟ ਕੀਤੀਆਂ ਗਈਆਂ ਹਨ 3. ਮੋਟਰ ਨੁਕਸ ਹੈ. | 1. ਸੰਪਰਕ ਕਰਨ ਵਾਲੇ ਦੀ ਜਾਂਚ ਕਰੋ; 2. ਕੁਨੈਕਸ਼ਨ ਜਾਂ ਪਲੱਗ ਦੀ ਜਾਂਚ ਕਰੋ। 3. ਮੋਟਰ ਦੀ ਜਾਂਚ ਅਤੇ ਮੁਰੰਮਤ ਕਰੋ। |
| 2 | ਸਿਸਟਮ ਵਿੱਚ ਕੋਈ ਦਬਾਅ ਨਹੀਂ, ਅਤੇ ਪੰਪ ਵਿੱਚ ਉੱਚੀ ਆਵਾਜ਼ | 1. ਤੇਲ ਪੰਪ ਮੋਟਰ ਦੀ ਰੋਟੇਸ਼ਨ ਦਿਸ਼ਾ ਸਹੀ ਨਹੀਂ ਹੈ; 2. ਮੋਟਰ ਅਤੇ ਤੇਲ ਪੰਪ ਦਾ ਕਪਲਰ ਡਿਸਕਨੈਕਟ ਕੀਤਾ ਗਿਆ ਹੈ 3. ਤੇਲ ਨਾਕਾਫ਼ੀ ਜਾਂ ਬਹੁਤ ਗੰਦਾ ਹੈ। | 1. ਇਸਨੂੰ ਘੜੀ ਦੇ ਉਲਟ ਘੁੰਮਾਉਣਾ ਚਾਹੀਦਾ ਹੈ; 2. ਕਪਲਰ ਦੀ ਜਾਂਚ ਕਰੋ; 3. ਤੇਲ ਭਰੋ ਜਾਂ ਬਦਲੋ; |
| 3 | ਮੁੱਖ ਸਿਲੰਡਰ ਦੀ ਲਿਫਟਿੰਗ ਦੀ ਗਤੀ ਬਹੁਤ ਤੇਜ਼ ਜਾਂ ਬਹੁਤ ਹੌਲੀ ਹੈ | 1. ਸਿਸਟਮ ਦਾ ਦਬਾਅ ਬਹੁਤ ਜ਼ਿਆਦਾ ਜਾਂ ਘੱਟ ਹੈ; 2. ਥ੍ਰੋਟਲ ਵਾਲਵ ਨੂੰ ਗਲਤ ਢੰਗ ਨਾਲ ਐਡਜਸਟ ਕੀਤਾ ਗਿਆ ਹੈ; 3. ਨਿਯੰਤਰਣਯੋਗ ਗੱਲ੍ਹ ਵਾਲਵ ਨੂੰ ਗਲਤ ਢੰਗ ਨਾਲ ਐਡਜਸਟ ਕੀਤਾ ਗਿਆ ਹੈ। | 1. ਸਿਸਟਮ ਦੇ ਦਬਾਅ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ; 2. ਥ੍ਰੋਟਲ ਵਾਲਵ ਨੂੰ ਅਡਜੱਸਟ ਕਰੋ; 3. ਸਿੰਗਲ ਦਿਸ਼ਾ ਵਾਲਵ ਨੂੰ ਐਡਜਸਟ ਕਰੋ। |
| 4 | ਦਬਾਅ ਨੂੰ ਉੱਚ ਪੱਧਰ 'ਤੇ ਐਡਜਸਟ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਜਾਂ ਦਬਾਅ ਦਾ ਉਤਰਾਅ-ਚੜ੍ਹਾਅ ਬਹੁਤ ਵੱਡਾ ਹੈ | 1. ਓਵਰਫਲੋ ਵਾਲਵ ਕੋਰ ਬਲੌਕ ਕੀਤਾ ਗਿਆ ਹੈ 2. ਤੇਲ ਫਿਲਟਰ ਬਲੌਕ ਕੀਤਾ ਗਿਆ ਹੈ। 3. ਓਵਰਫਲੋ ਵਾਲਵ ਕੋਰ ਬਲੌਕ ਕੀਤਾ ਗਿਆ ਹੈ | 1. ਓਵਰਫਲੋ ਵਾਲਵ ਨੂੰ ਡਿਸਕਨੈਕਟ ਕਰੋ ਅਤੇ ਧੋਵੋ ਜਾਂ ਬਦਲੋ 2. ਤੇਲ ਫਿਲਟਰ ਨੂੰ ਧੋਵੋ। 3 .ਓਵਰਫਲੋ ਵਾਲਵ ਕੋਰ ਨੂੰ ਵੱਖ ਕਰੋ ਅਤੇ ਸਾਫ਼ ਕਰੋ। |
ਸਰਕਟ ਅਤੇ ਹਾਈਡ੍ਰੌਲਿਕ ਯੂਨਿਟ ਚਿੱਤਰ
9.1 ਸਰਕਟ ਯੂਨਿਟ ਡਾਇਗ੍ਰਾਮ (ਅੰਤਿਕਾ ਦਾ ਹਵਾਲਾ)
9.2 ਹਾਈਡ੍ਰੌਲਿਕ ਯੂਨਿਟ ਡਾਇਗ੍ਰਾਮ (ਅੰਤਿਕਾ ਦਾ ਹਵਾਲਾ)





