
TPWC315 ବ୍ୟାଣ୍ଡ SAW ଅପରେସନ୍ ମାନୁଆଲ୍ |

ବିଶେଷ ବର୍ଣ୍ଣନା |
ମେସିନ୍ ଚଳାଇବା ପୂର୍ବରୁ, ଯେକ anyone ଣସି ବ୍ୟକ୍ତି ଏହି ବର୍ଣ୍ଣନାକୁ ଯତ୍ନର ସହିତ ପ read ଼ିବା ଆବଶ୍ୟକ ଏବଂ ଯନ୍ତ୍ରପାତି ଏବଂ ଅପରେଟରଙ୍କ ସୁରକ୍ଷା ତଥା ଅନ୍ୟମାନଙ୍କ ସୁରକ୍ଷା ନିଶ୍ଚିତ କରିବାକୁ ଏହାକୁ ଭଲ ଭାବରେ ରଖିବା ଆବଶ୍ୟକ |
2.1 ଏହି ମେସିନ୍ PE, PP ଏବଂ PVDF ରୁ ନିର୍ମିତ ପାଇପ୍ କାଟିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ ଏବଂ କ description ଣସି ବର୍ଣ୍ଣନା ସାମଗ୍ରୀ କାଟିବା ପାଇଁ ବ୍ୟବହାର କରାଯାଇପାରିବ ନାହିଁ | ନଚେତ୍ ମେସିନ୍ ନଷ୍ଟ ହୋଇପାରେ କିମ୍ବା ଦୁର୍ଘଟଣାର କାରଣ ହୋଇପାରେ |
2.2 ବିସ୍ଫୋରଣର ସମ୍ଭାବ୍ୟ ବିପଦ ଥିବା ସ୍ଥାନରେ ମେସିନ୍ ବ୍ୟବହାର କରନ୍ତୁ ନାହିଁ |
2.3 ମେସିନ୍ ଦାୟୀ, ଯୋଗ୍ୟ ଏବଂ ତାଲିମପ୍ରାପ୍ତ କର୍ମଚାରୀଙ୍କ ଦ୍ୱାରା ପରିଚାଳିତ ହେବା ଉଚିତ୍ |
2.4 ମେସିନ୍ ଏକ ଶୁଖିଲା ସ୍ଥାନରେ ଚାଲିବା ଉଚିତ୍ | ବର୍ଷା କିମ୍ବା ଆର୍ଦ୍ର ଭୂମିରେ ବ୍ୟବହୃତ ହେଲେ ପ୍ରତିରକ୍ଷା ବ୍ୟବସ୍ଥା ଗ୍ରହଣ କରାଯିବା ଉଚିତ୍ |
2.5 ଇନପୁଟ୍ ଶକ୍ତି 380V ± 10%, 50 Hz ମଧ୍ୟରେ ଅଛି | ଯଦି ବର୍ଦ୍ଧିତ ଇନପୁଟ୍ ଲାଇନ୍ ବ୍ୟବହୃତ ହୁଏ, ତେବେ ଲାଇନରେ ଯଥେଷ୍ଟ ସୀସା ବିଭାଗ ରହିବା ଆବଶ୍ୟକ |
2.6 ପ୍ରଥମ ଥର ବ୍ୟବହାର କରିବା ପୂର୍ବରୁ ହାଇଡ୍ରୋଲିକ୍ ତେଲ (N46 ISO3448) ଟ୍ୟାଙ୍କରେ ଭରନ୍ତୁ | ତେଲର ପରିମାଣ ଟ୍ୟାଙ୍କର ପ୍ରାୟ 2/3 ହେବା ଉଚିତ୍ |
ସୁରକ୍ଷା
ନିମ୍ନଲିଖିତ ଚିହ୍ନଗୁଡ଼ିକ ଯନ୍ତ୍ରରେ ଲାଗିଥାଏ |
| ସତର୍କତା, ବିପଦ! ଏହି ସଙ୍କେତ ସହିତ କାର୍ଯ୍ୟ କରିବା ସମୟରେ କିମ୍ବା ନିକଟବର୍ତ୍ତୀ ହେବାବେଳେ ଦୟାକରି ସତର୍କ ରୁହନ୍ତୁ! |  |
| ବିପଦ, ବିଦ୍ୟୁତ ଆଘାତ! ଏହି ଚିହ୍ନ ସହିତ ଅଂଶଗୁଡିକ ବିଦ୍ୟୁତ୍ ଲିକ୍ ହେବାର ବିପଦ ଥାଇପାରେ | ଏଠାରେ କାମ କରିବା ସମୟରେ ସତର୍କ ରୁହନ୍ତୁ | |  |
| ସତର୍କତା, ହାତରେ ଆଘାତ | |  |
3.2। ସୁରକ୍ଷା ପାଇଁ ସତର୍କତା |
ମେସିନ୍ ଚଲାଇବା ସମୟରେ, ନିର୍ଦ୍ଦେଶ ଏବଂ ସୁରକ୍ଷା ନିୟମଗୁଡିକ ଯତ୍ନର ସହିତ ପାଳନ କରାଯିବା ଉଚିତ୍ |
3.2.1 ଅପରେଟର୍ ତାଲିମପ୍ରାପ୍ତ ଏବଂ ଦକ୍ଷ କର୍ମଚାରୀ ହେବା ଉଚିତ୍ |
3.2.2 ନିରାପତ୍ତା ଏବଂ ଯନ୍ତ୍ରର ବିଶ୍ୱସନୀୟତା ପାଇଁ ଯନ୍ତ୍ରକୁ ବର୍ଷକୁ ସଂପୂର୍ଣ୍ଣ ଯାଞ୍ଚ ଏବଂ ପରିଚାଳନା କର |
3.2.3 ଶକ୍ତି: ବିଦ୍ୟୁତ୍ ବିତରଣ ବାକ୍ସରେ ସମ୍ପୃକ୍ତ ବିଦ୍ୟୁତ୍ ସୁରକ୍ଷା ମାନାଙ୍କ ସହିତ ଗ୍ରାଉଣ୍ଡ୍ ଫଲ୍ଟ ବ୍ୟାଘାତକାରୀ ରହିବା ଉଚିତ |
ପୃଥିବୀ: ସମଗ୍ର ସାଇଟ୍ ସମାନ ଗ୍ରାଉଣ୍ଡ୍ ତାର ବାଣ୍ଟିବା ଉଚିତ୍ ଏବଂ ଗ୍ରାଉଣ୍ଡ୍ କନେକ୍ସନ୍ ସିଷ୍ଟମ୍ ବୃତ୍ତିଗତ ବ୍ୟକ୍ତିଙ୍କ ଦ୍ୱାରା ସମାପ୍ତ ଏବଂ ପରୀକ୍ଷା କରାଯିବା ଉଚିତ୍ |
3.2.4 ଯନ୍ତ୍ରର ସଂରକ୍ଷଣ:
ମିନି ବିପଦ ପାଇଁ ସମସ୍ତ ଯନ୍ତ୍ରପାତି ନିମ୍ନଲିଖିତ ଭାବରେ ପରିଚାଳିତ ହେବା ଆବଶ୍ୟକ:
Elect ଇଲେକ୍ଟ୍ରୋଫୋରସ୍ ଅଂଶକୁ ସ୍ପର୍ଶ କରନ୍ତୁ ନାହିଁ |
ବିଚ୍ଛିନ୍ନ ହେବା ପାଇଁ କେବୁଲ ବନ୍ଦ କରିବାକୁ ବାରଣ କରନ୍ତୁ |
Heavy କେବୁଲ ଉପରେ ଭାରୀ କିମ୍ବା ତୀକ୍ଷ୍ଣ ଜିନିଷ ରଖନ୍ତୁ ନାହିଁ, ଏବଂ ତାପମାତ୍ରା ସୀମିତ କରିବା ମଧ୍ୟରେ କେବୁଲର ତାପମାତ୍ରାକୁ ନିୟନ୍ତ୍ରଣ କରନ୍ତୁ (70 ℃)
ଓଦା ପରିବେଶରେ କାମ କରନ୍ତୁ ନାହିଁ | ଖୋଳା ଏବଂ ଜୋତା ଶୁଖିଲା କି ନାହିଁ ଯାଞ୍ଚ କରନ୍ତୁ |
The ମେସିନ୍ କୁ ସ୍ପ୍ଲାସ୍ କରନ୍ତୁ ନାହିଁ |
3.2.5 ଯନ୍ତ୍ରର ଇନସୁଲେସନ୍ ସ୍ଥିତିକୁ ପର୍ଯ୍ୟାୟକ୍ରମେ ଯାଞ୍ଚ କରନ୍ତୁ |
C କେବୁଲଗୁଡିକର ଇନସୁଲେସନ୍ ବିଶେଷ ଭାବରେ ବହିର୍ଭୂତ ପଏଣ୍ଟଗୁଡିକ ଯାଞ୍ଚ କରନ୍ତୁ |
Extreme ଅତ୍ୟଧିକ ପରିସ୍ଥିତିରେ ମେସିନ୍ ଚଲାନ୍ତୁ ନାହିଁ |
ଗ୍ରାଉଣ୍ଡ ଫଲ୍ଟ ଇଣ୍ଟରପଟର ଅନ୍ତତ least ପକ୍ଷେ ମାସରେ ଭଲ କାମ କରେ କି ନାହିଁ ଯାଞ୍ଚ କରନ୍ତୁ |
Qualified ଯୋଗ୍ୟ କର୍ମଚାରୀଙ୍କ ଦ୍ the ାରା ଯନ୍ତ୍ରର ମାଟି ଯାଞ୍ଚ କରନ୍ତୁ |
3.2.6 ଯନ୍ତ୍ରକୁ ଭଲ ଭାବରେ ସଫା କର |
Ins ଇନସୁଲେସନକୁ କ୍ଷତି ପହଞ୍ଚାଉଥିବା ସାମଗ୍ରୀକୁ ସହଜରେ ବ୍ୟବହାର କରନ୍ତୁ ନାହିଁ (ଯେପରିକି ଗ୍ୟାସ୍, ଘୃଣ୍ୟ ଏବଂ ଅନ୍ୟାନ୍ୟ ଦ୍ରବଣକାରୀ) |
ଚାକିରି ଶେଷ କରିବା ସମୟରେ ଶକ୍ତି ସଂଯୋଗ ବିଚ୍ଛିନ୍ନ ହେବା ଉଚିତ୍ |
ଯଦି କେବଳ ଉପରୋକ୍ତ ନିମ୍ନଲିଖିତଗୁଡିକ ଅନୁସରଣ କରାଯାଏ, ସତର୍କତା ଭଲ କାମ କରିପାରିବ |
3.2.7ଜରୁରୀକାଳୀନ ବନ୍ଦ |
ଯେକ Any ଣସି ଅପ୍ରତ୍ୟାଶିତ ସ୍ଥିତି ଘଟେ, ମେସିନ୍ ବନ୍ଦ କରିବାକୁ ତୁରନ୍ତ “EMERGENCY STOP” ଦବାନ୍ତୁ | ସମସ୍ୟାର ସମାଧାନ ପରେ ପୁନର୍ବାର ମେସିନ୍ ଆରମ୍ଭ କରିବା ପାଇଁ EMERGENCY STOP କୁ ଘଣ୍ଟା ବୁଲାନ୍ତୁ |
3.2.8 ଅଂଶଗୁଡ଼ିକର ଦୃ ness ତା:ପାଇପଗୁଡିକ ସଠିକ୍ ଏବଂ ଦୃ tight ଭାବରେ ସ୍ଥିର ହୋଇଛି କି ନାହିଁ ଯାଞ୍ଚ କରନ୍ତୁ | ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ଏହା ଆଘାତ ଅପରେଟରକୁ ଖସିପାରିବ ନାହିଁ |
3.2.9 କର୍ମକର୍ତ୍ତା |କାର୍ଯ୍ୟ କରିବା ସମୟରେ ସୁରକ୍ଷା
ଅଳଙ୍କାର ଏବଂ ରିଙ୍ଗ କା ove ଼ିଦିଅ, ଏବଂ ଖାଲି ଫିଟ୍ ପୋଷାକ ପିନ୍ଧ ନାହିଁ, ଜୋତା ଲେସ୍, ଲମ୍ବା ସୋରିଷ କିମ୍ବା ଲମ୍ବା କେଶ ପିନ୍ଧିବା ଠାରୁ ଦୂରେଇ ରୁହ, ଯାହା ମେସିନରେ ଲାଗିପାରେ |
3.2.10ସାଇଟ୍ ସଫା ଏବଂ ପରିଷ୍କାର ରଖନ୍ତୁ |y
ଭିଡ଼, ମଇଳା ଏବଂ ମୂଷା ସାଇଟ୍ କାମ କରିବା ଅନୁକୂଳ ନୁହେଁ, ତେଣୁ ସାଇଟ୍ ସଫା ଏବଂ ପରିଷ୍କାର ରଖିବା ଜରୁରୀ |
3.2.11 ତାଲିମପ୍ରାପ୍ତ ବ୍ୟକ୍ତିଙ୍କୁ କ any ଣସି ସମୟରେ ମେସିନ୍ ଚଳାଇବାକୁ ଅନୁମତି ଦିଆଯିବା ଉଚିତ୍ ନୁହେଁ |
3.3 ସମ୍ଭାବ୍ୟ ବିପଦ |
3.୦ ..1.୦। ବ୍ୟାଣ୍ଡ୍ saw
ଏହି ମେସିନ୍ କେବଳ ବୃତ୍ତିଗତ ବ୍ୟକ୍ତି କିମ୍ବା ତାଲିମପ୍ରାପ୍ତ କର୍ମଚାରୀଙ୍କ ଦ୍ ated ାରା ପରିଚାଳିତ, ଅନ୍ୟଥା ଅବାଞ୍ଛିତ ଦୁର୍ଘଟଣା ହୋଇପାରେ |
3.୦ ..2.୦
କଦାପି ଚାଲୁଥିବା କର୍ ବ୍ଲେଡ୍କୁ ସ୍ପର୍ଶ କରନ୍ତୁ ନାହିଁ, କିମ୍ବା ଆଘାତ ହୋଇପାରେ |
3.୦ ..3.୦
କାଟିବା ପୂର୍ବରୁ, ପରିବହନ ସମୟରେ ପାଇପ୍ ବା ଅନ୍ୟ ଡ୍ରଫ୍ ବାହାରେ ବାଲି ସଫା କରନ୍ତୁ | ଏହା କର୍ ବ୍ଲେଡର ଅବାଞ୍ଛିତ କ୍ଷତି କିମ୍ବା ଅନ୍ୟାନ୍ୟ ଦୁର୍ଘଟଣାକୁ ଏଡାଇ ଦେଇପାରେ |
ପ୍ରଯୁଜ୍ୟ ପରିସର ଏବଂ ଯାନ୍ତ୍ରିକ ପାରାମିଟର |
| ଟାଇପ୍ କରନ୍ତୁ | | TPWC - 315 |
| କାଟିବା ପାଇଁ ସାମଗ୍ରୀ | | PE , PP, PVDF | |
| ସର୍ବାଧିକ କାଟିବା କ୍ଷମତା | | 315 ମିମି |
| କଟିଙ୍ଗ କୋଣ | | 0 ° ~ 67.5 ° |
| କୋଣର ଭୁଲ୍ | | ≤1 ° |
| କର୍ ବ୍ଲେଡ୍ ର ରେଖା ବେଗ | | 230 ମି / ମିନିଟ୍ |
| ପରିବେଶର ତାପମାତ୍ରା | | -5 ~ 45 ℃ |
| ବିଦ୍ୟୁତ୍ ଯୋଗାଣ | ~ 380 V ± 10% |
| ଆବୃତ୍ତି | 50 Hz |
| ସମୁଦାୟ କରେଣ୍ଟ୍ | | 5A |
| ସମୁଦାୟ ଶକ୍ତି | | 3.7 KW |
| ଡ୍ରାଇଭିଂ ମୋଟର | | 2.2 KW |
| ହାଇଡ୍ରୋଲିକ୍ ୟୁନିଟ୍ ମୋଟର | | 1.5 KW |
| ଇନସୁଲେସନ୍ ପ୍ରତିରୋଧ | > 1MΩ |
| ସର୍ବାଧିକ ହାଇଡ୍ରୋଲିକ୍ ଚାପ | | 6 MPa |
| ମୋଟ ଓଜନ (କେଜି) | 1100 |
ବର୍ଣ୍ଣନା
ଏଲବୋ, ଟି ଏବଂ କ୍ରସ୍ ତିଆରି କରିବା ସମୟରେ ସେଟ୍ ଆଙ୍ଗଲ୍ ଅନୁଯାୟୀ PE ପାଇପ୍ କାଟିବା ପାଇଁ ବ୍ୟାଣ୍ଡ କର୍ ବ୍ୟବହାର କରାଯାଇପାରିବ, ଯାହାଫଳରେ ଯନ୍ତ୍ରରେ ଉଚ୍ଚ କାର୍ଯ୍ୟର ଦକ୍ଷତା ଏବଂ ସାମଗ୍ରୀର ବ୍ୟବହାର ହାର ରହିଛି |
5.1 ଅଂଶଗୁଡ଼ିକର ବର୍ଣ୍ଣନା

| 1. ଚେତାବନୀ ଉପକରଣ | 2. ଟେନସନ ଚକ | 3. ଆଙ୍ଗଲ୍ ସ୍କେଲ୍ | | 4. ନିୟନ୍ତ୍ରଣ ବାକ୍ସ |
| 5. ସ୍ତର ଆଡଜଷ୍ଟର | | 6. 67.5 ° ଆସନ | | 7. ଉପକରଣ ଠିକ କରନ୍ତୁ | | 8.sa ବାକ୍ସ | |
5.2 ଅପରେସନ୍ ପ୍ୟାନେଲ୍ |
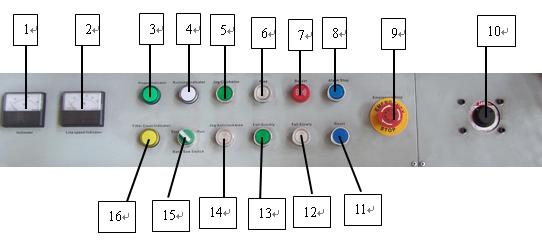
| 1. ଭୋଲ୍ଟମିଟର | 2. ରେଖା ଗତି ସୂଚକ | | 3. ଶକ୍ତି ସୂଚକ | 4. ଚାଲୁଥିବା ସୂଚକ | |
| 5. ଘଣ୍ଟା ଘଣ୍ଟା ଜୋଗ୍ | | 6. ଉଠ | | 7. ବୁଜର୍ | | 8. ଆଲାର୍ମ ବନ୍ଦ | |
| 9. ଜରୁରୀକାଳୀନ ବନ୍ଦ | 10. ଫିଡ୍ ସ୍ପିଡ୍ ଆଡଜଷ୍ଟର | | 11. ପୁନ et ସେଟ୍ କରନ୍ତୁ | | 12. ଧୀରେ ଧୀରେ ପତିତ ହୁଅନ୍ତୁ | |
| 13. ଶୀଘ୍ର ପତିତ ହୁଅ | | 14. ଘଣ୍ଟା ବୁଲାନ୍ତୁ | | 15. ବ୍ୟାଣ୍ଡ୍ ସୋ ସୁଇଚ୍ | | 16. ତେଲ ପମ୍ପ କାର୍ଯ୍ୟ ସୂଚକ | |
ସ୍ଥାପନ
6.1 ଉଠାଇବା ଏବଂ ସ୍ଥାପନ
6.1.1 ଯଦି ସ୍ଥାପନ ସମୟରେ ଏକ ଫର୍କଲିଫ୍ଟ ବ୍ୟବହୃତ ହୁଏ, ତେବେ ତେଲ ହୋସ୍ କିମ୍ବା ସର୍କିଟକୁ ନଷ୍ଟ ନକରିବା ପାଇଁ ଯନ୍ତ୍ରର ତଳଭାଗରୁ ଫର୍କକୁ ଯତ୍ନର ସହିତ ଭର୍ତ୍ତି କରନ୍ତୁ |
6.1.2 ମେସିନ୍ ରଖିବାବେଳେ, ମେସିନ୍ ଆଡଜଷ୍ଟର ଆଡଜଷ୍ଟ କରି ସ୍ଥିର ଏବଂ ସ୍ତରକୁ ରଖିବା ଉଚିତ |
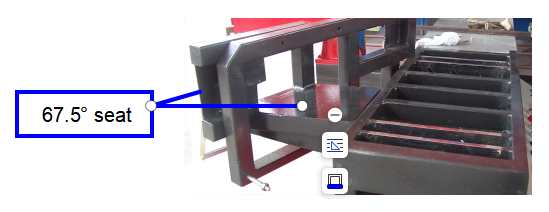
6.1.3 ଏହି ମାନକ ମେସିନ୍ 0 ~ 67.5 ° କୋଣ କାଟିପାରେ, ଯଦି 45 ° ମଧ୍ୟରେ ଏକ କୋଣ ଆବଶ୍ୟକ ହୁଏ, କାମ କରିବା ପୂର୍ବରୁ 67.5 ° ସିଟ୍ ଅପସାରଣ କରାଯିବା ଉଚିତ୍ |
ଅପରେସନ୍
7.1 ଆରମ୍ଭ
7.1.1 ମେସିନ୍ କୁ ଶକ୍ତି ଦିଅନ୍ତୁ, ଏବଂ ଶକ୍ତି ସୂଚକ ନିଶ୍ଚିତ ଭାବରେ ଅନ୍ ଅଛି (ଯଦି ଅନ୍ ନାହିଁ, ସଂଯୋଗ ଭୁଲ ଅଟେ) |
.2.୨ ଅପରେସନ୍ ପ୍ୟାନେଲର ଡାହାଣ ପାର୍ଶ୍ୱରେ ଫିଡ୍ ସ୍ପିଡ୍ ଆଡଜଷ୍ଟରକୁ ବୁଲାଇ ଉପର ଏବଂ ତଳକୁ ଗତି କରୁଥିବା ବାକ୍ସର ପରୀକ୍ଷା |
7.3 କର୍ ବ୍ଲେଡ୍ର ଚାଲୁଥିବା ଦିଗକୁ ଯାଞ୍ଚ କରିବା ପାଇଁ “ଜଗ୍ ଘଣ୍ଟା ବୁଲାଇ” ଏବଂ “ଜଗ୍ ଆଣ୍ଟିକ୍ଲକ୍ୱାଇଜ୍ ବଟନ୍” ଦବାନ୍ତୁ | ଯଦି ଏହା ଭୁଲ ଦିଗରେ ଘୂର୍ଣ୍ଣନ କରେ, ବିଦ୍ୟୁତ୍ ଯୋଗାଣ ସହିତ ସଂଯୁକ୍ତ ଯେକ two ଣସି ଦୁଇଟି ଜୀବନ୍ତ ତାର ମଧ୍ୟରେ ସଂଯୋଗ ବିନିମୟ କରନ୍ତୁ |
7.4କାଟିବା କାର୍ଯ୍ୟ
7.4.1 ଆଙ୍ଗଲ୍ ଲକିଂ ସ୍କ୍ରୁକୁ ବନ୍ଦ କର, କର ବ୍ଲେଡ୍ ବାକ୍ସକୁ ଆବଶ୍ୟକ କୋଣକୁ (ଆବଶ୍ୟକ କୋଣ ଅନୁଯାୟୀ) ଠେଲିଦିଅ, ଏବଂ ଆଙ୍ଗଲ୍ ଲକିଂ ସ୍କ୍ରୁକୁ ବାନ୍ଧ |
7.4.2 କର୍ ଦାନ୍ତ ପାଇପ୍ ଉପରେ ଅଛି କି ନାହିଁ ନିଶ୍ଚିତ କରିବାକୁ ବ୍ଲେଡ୍ ବାକ୍ସକୁ ଏକ ଉଚ୍ଚତାକୁ ବ cut ାନ୍ତୁ (ପାଇପ୍ ର ବ୍ୟାସ ଦ୍ determined ାରା ନିର୍ଣ୍ଣୟ କରାଯାଏ) |
7.4.3 କଟିଙ୍ଗ୍ ଟ୍ୟୁବ୍କୁ କାର୍ଯ୍ୟ ଟେବୁଲ ଉପରେ ରଖନ୍ତୁ, କଟିଙ୍ଗ୍ ସ୍ଥିତିକୁ ସଜାଡନ୍ତୁ ଏବଂ ଡିଭାଇସ୍ ଲକ୍ କରି ନାଇଲନ୍ ବେଲ୍ଟ ସହିତ ପାଇପ୍ ଠିକ୍ କରନ୍ତୁ |
7.4.4 କର୍ ବ୍ଲେଡ୍ ଆରମ୍ଭ କରନ୍ତୁ, ଯେତେବେଳେ କର୍ ବ୍ଲେଡ୍ ନିର୍ଦ୍ଦିଷ୍ଟ ଗତି ହାସଲ କରେ (ଚାଲୁଥିବା ସୂଚକ ଉଜ୍ଜ୍ୱଳ ହେବ), ଫିଡ୍ ସ୍ପିଡ୍ ଆଡଜଷ୍ଟରକୁ ଧୀରେ ଧୀରେ କର୍ ବାକ୍ସକୁ ଖସିଯିବା | ଖସିବାର ଗତି ପାଇପ୍ ବ୍ୟାସ ଏବଂ ଘନତା ଅନୁଯାୟୀ ନିୟନ୍ତ୍ରିତ ହେବା ଉଚିତ୍ |
7.4.5 ଯେତେବେଳେ କଟିଙ୍ଗ ସମାପ୍ତ ହେବାକୁ ଯାଉଛି, ଦୟାକରି ପାଇପ୍ କଟାକୁ ଧରି ରଖନ୍ତୁ ଯାହାକି କର୍ ବ୍ଲେଡ୍ ଅବରୋଧ ନକରିବାକୁ |
7.4.6 କାଟିବା ସମୟରେ ଯଦି କ ab ଣସି ଅସ୍ୱାଭାବିକତା ଘଟେ ତେବେ ଜରୁରୀକାଳୀନ ବଟନ୍ ଦବାନ୍ତୁ | ସମସ୍ୟାର ସମାଧାନ ପରେ ପୁନର୍ବାର ମେସିନ୍ ଆରମ୍ଭ କରିବା ପାଇଁ EMERGENCY STOP କୁ ଘଣ୍ଟା ବୁଲାନ୍ତୁ |
7.4.7 କମ୍ ବ୍ଲେଡ୍ ସ୍ୱୟଂଚାଳିତ ଭାବରେ ବନ୍ଦ ହେବ ଯେତେବେଳେ ଏହା ନିମ୍ନ ସୀମିତ ସ୍ଥିତିରେ ପହଞ୍ଚିବ |
7.4। 8 କାଟିବା ଶେଷ କରିବା ସମୟରେ କଟା ପାଇପ୍ କା Remove ଼ନ୍ତୁ ଏବଂ ପୁନର୍ବାର କରନ୍ତୁ |
7.4। 9 ଏହି ମାନକ ମେସିନ୍ 0 ~ 67.5 ° କୋଣକୁ କାଟିପାରେ, ଯଦି 45 ° ମଧ୍ୟରେ ଏକ କୋଣ ଆବଶ୍ୟକ ହୁଏ, ତେବେ ପାଇପଗୁଡ଼ିକରେ କାମ କରିବା ପୂର୍ବରୁ 67.5 ° ସିଟ୍ ଅପସାରଣ କରାଯିବା ଉଚିତ, ନିମ୍ନଲିଖିତ ଭାବରେ ଦର୍ଶାଯାଇଛି:
ସତର୍କତା:
1) କନଭର୍ଟରକୁ ସୁରକ୍ଷା ଦେବା ପାଇଁ ଶକ୍ତି କାଟିବା ପରେ 30 ମିନିଟରେ ପୁନର୍ବାର ମେସିନ୍ କୁ ଶକ୍ତି ଦିଅନ୍ତୁ |
2) ନିରାପତ୍ତା ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ ପୁରା ମେସିନ୍ ମାଟି ହେବା ଜରୁରୀ |
3) ବ electrical ଦୁତିକ ଉପାଦାନଗୁଡ଼ିକର ଯାଞ୍ଚ ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣ ବୃତ୍ତିଗତ ବ୍ୟକ୍ତିଙ୍କ ଦ୍ୱାରା କରାଯିବା ଆବଶ୍ୟକ |
ତ୍ରୁଟି ଏବଂ ସମାଧାନ |
ଅଂଶଗୁଡିକ ରକ୍ଷଣାବେକ୍ଷଣ କିମ୍ବା ବଦଳାଇବା ସମୟରେ ଦୟାକରି ସଂଲଗ୍ନ ଉପକରଣ, ଅତିରିକ୍ତ ଅଂଶ କିମ୍ବା ଅନ୍ୟାନ୍ୟ ଉପକରଣଗୁଡ଼ିକୁ ସୁରକ୍ଷା ପ୍ରମାଣପତ୍ର ସହିତ ବ୍ୟବହାର କରନ୍ତୁ | ସୁରକ୍ଷା ପ୍ରମାଣପତ୍ର ବିନା ଉପକରଣ ଏବଂ ଅତିରିକ୍ତ ଅଂଶ ବ୍ୟବହାର କରିବାକୁ ବାରଣ କରାଯାଇଛି |
ସାରଣୀ .1 ଯାନ୍ତ୍ରିକ ବିଫଳତା |
| ଆଇଟମ୍ | | ବର୍ଣ୍ଣନା | ବିଶ୍ଳେଷଣ | | ସମାଧାନ |
| 1 | ବ୍ୟାଣ୍ଡ ବ୍ଲେଡ୍ ଦେଖିଲା | ଜାମ୍ ହୋଇଛି | | 1. ଘୂର୍ଣ୍ଣନ ଆସନର କୋଣ ଦୃ ly ଭାବରେ ଲକ୍ ହୋଇନାହିଁ | 2. ବ୍ୟାଣ୍ଡ କର୍ ବ୍ଲେଡ୍ ଜୋରରେ ଟେନ୍ସନ୍ ହୋଇନାହିଁ | 3. କର୍ ବ୍ଲେଡ୍ ବହୁତ ଧୀରେ ଧୀରେ ଚାଲିଥାଏ କିମ୍ବା କର୍ ବ୍ଲେଡ୍ ବହୁତ ଶୀଘ୍ର ଖସିଯାଏ | | 1. ଆଙ୍ଗଲ୍ ଲକିଂ ଉପକରଣକୁ ବାନ୍ଧନ୍ତୁ | 2. ବ୍ୟାଣ୍ଡ ସୋ ବ୍ଲେଡକୁ ଟେନସନ କରିବା ପାଇଁ ଟେନସନ ରୋଲରକୁ ନିୟନ୍ତ୍ରଣ କରନ୍ତୁ | 3. ପତନ ବେଗକୁ କମ୍ କରନ୍ତୁ ଏବଂ କର୍ ବ୍ଲେଡ୍ ର ରେଖା ବେଗକୁ ଉଚ୍ଚ ଆଡଜଷ୍ଟ୍ କରନ୍ତୁ | |
| 2 | ବ୍ୟାଣ୍ଡ ବ୍ଲେଡ୍ ଦେଖିଲା | ବୁନ୍ଦା | 1. ବ୍ଲେଡ୍ ଧାରକମାନେ ଭଲ ଭାବରେ ସଜାଡି ନାହାଁନ୍ତି | 2. ବ୍ୟାଣ୍ଡ ସୋ ବ୍ଲେଡ୍ ଟେନସନ୍ ନୁହେଁ | 3. ବ୍ଲେଡ୍ ଚକ ଖୋଲା ହୋଇଛି | 4. ଓଭରଫ୍ଲୋ ଭଲଭ୍ର ମୂଳ ଅବରୋଧିତ ହୋଇଛି | | 1. ବ୍ୟାଣ୍ଡ୍ ସୋ ବ୍ଲେଡ୍କୁ ସର୍ବୋଚ୍ଚ ସ୍ଥିତିରେ ଠିକ୍ କରିବା ପାଇଁ କର୍ ବ୍ଲେଡ୍ ଧାରକକୁ ଆଡଜଷ୍ଟ୍ କରନ୍ତୁ | 2. ବ୍ୟାଣ୍ଡ ଦେଖାଯାଇଥିବା ବ୍ଲେଡକୁ ଟେନସନ କରିବା ପାଇଁ ଟେନସନ ରୋଲରକୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ | 3. କର୍ ବ୍ଲେଡ୍ ଚକକୁ ଜୋରରେ ବାନ୍ଧନ୍ତୁ | 4. ଓଭରଫ୍ଲୋ ଭଲଭ୍ର ମୂଳ ସଫା କର | |
ସାରଣୀ ୨ ହାଇଡ୍ରୋଲିକ୍ ସିଷ୍ଟମ୍ ତ୍ରୁଟି |
| ଆଇଟମ୍ | | ବର୍ଣ୍ଣନା | କାରଣଗୁଡିକ | ସମାଧାନ |
| 1 | ତେଲ ପମ୍ପର ମୋଟର କାମ କରୁନାହିଁ | | 1. ଯୋଗାଯୋଗ ବନ୍ଦ ନୁହେଁ | 2. ଆଭ୍ୟନ୍ତରୀଣ ରେଖା ବିଚ୍ଛିନ୍ନ ହୋଇଛି | 3. ମୋଟରଟି ତ୍ରୁଟି ଅଟେ | | 1. ଯୋଗାଯୋଗକାରୀଙ୍କୁ ଯାଞ୍ଚ କରନ୍ତୁ; 2. ସଂଯୋଗ କିମ୍ବା ପ୍ଲଗ୍ ଯାଞ୍ଚ କରନ୍ତୁ | 3. ମୋଟର ଯାଞ୍ଚ ଏବଂ ମରାମତି କରନ୍ତୁ | |
| 2 | ସିଷ୍ଟମରେ କ pressure ଣସି ଚାପ ନାହିଁ, ଏବଂ ପମ୍ପରେ ଉଚ୍ଚ ଶବ୍ଦ | | 1. ତେଲ ପମ୍ପ ମୋଟରର ଘୂର୍ଣ୍ଣନ ଦିଗ ସଠିକ୍ ନୁହେଁ; 2. ମୋଟର ଏବଂ ତେଲ ପମ୍ପର କପଲର୍ ବିଚ୍ଛିନ୍ନ ହୋଇଛି | 3. ତେଲ ପର୍ଯ୍ୟାପ୍ତ ନୁହେଁ କିମ୍ବା ଅତ୍ୟଧିକ ମଇଳା | | 1. ଏହା ଘଣ୍ଟା ଘଣ୍ଟା ବୁଲାଇବା ଉଚିତ୍; 2. କପ୍ଲର୍ ଯାଞ୍ଚ କରନ୍ତୁ; 3. ତେଲ ଭରନ୍ତୁ କିମ୍ବା ପରିବର୍ତ୍ତନ କରନ୍ତୁ; |
| 3 | ମୁଖ୍ୟ ସିଲିଣ୍ଡରର ଉତ୍ତୋଳନ ବେଗ ବହୁତ ଶୀଘ୍ର କିମ୍ବା ବହୁତ ଧୀର | | 1. ସିଷ୍ଟମ୍ ଚାପ ଅତ୍ୟଧିକ ଉଚ୍ଚ କିମ୍ବା ନିମ୍ନ; 2. ଥ୍ରଟଲ୍ ଭଲଭ୍ ଭୁଲ୍ ଭାବରେ ସଜାଡି ହୁଏ; 3. ନିୟନ୍ତ୍ରିତ ଗାଲ୍ ଭଲଭ୍ ଭୁଲ୍ ଭାବରେ ସଜାଡିଥାଏ | | 1. ସିଷ୍ଟମ୍ ଚାପକୁ ନିୟନ୍ତ୍ରଣ କରନ୍ତୁ; 2. ଥ୍ରଟଲ୍ ଭଲଭ୍ ଆଡଜଷ୍ଟ୍ କରନ୍ତୁ; 3. ଏକକ ଦିଗ ଭଲଭ୍ ଆଡଜଷ୍ଟ୍ କରନ୍ତୁ | |
| 4 | ଚାପ ଅଧିକ ଉଚ୍ଚରେ ଆଡଜଷ୍ଟ ହୋଇପାରିବ ନାହିଁ କିମ୍ବା ଚାପର ପରିବର୍ତ୍ତନ ବହୁତ ବଡ ଅଟେ | | 1. ଓଭରଫ୍ଲୋ ଭଲଭ୍ କୋର୍ ଅବରୋଧିତ ହୋଇଛି | 2. ତେଲ ଫିଲ୍ଟର୍ ଅବରୋଧିତ | 3. ଓଭରଫ୍ଲୋ ଭଲଭ୍ କୋର୍ ଅବରୋଧିତ ହୋଇଛି | | 1. ଓଭରଫ୍ଲୋ ଭଲଭକୁ ବିଚ୍ଛିନ୍ନ କରନ୍ତୁ ଏବଂ ଧୋଇ ଦିଅନ୍ତୁ କିମ୍ବା ପରିବର୍ତ୍ତନ କରନ୍ତୁ | 2. ତେଲ ଫିଲ୍ଟର ଧୋଇ ଦିଅନ୍ତୁ | 3। ଓଭରଫ୍ଲୋ ଭଲଭ୍ କୋରକୁ ଅଲଗା କରି ସଫା କର | |
ସର୍କିଟ୍ ଏବଂ ହାଇଡ୍ରୋଲିକ୍ ୟୁନିଟ୍ ଚିତ୍ର |
9.1 ସର୍କିଟ୍ ୟୁନିଟ୍ ଚିତ୍ର (ପରିଶିଷ୍ଠକୁ ସନ୍ଦର୍ଭ)
9.2 ହାଇଡ୍ରୋଲିକ୍ ୟୁନିଟ୍ ଚିତ୍ର (ପରିଶିଷ୍ଠକୁ ସନ୍ଦର୍ଭ)





