
TPWC315 ब्यान्ड स अपरेशन म्यानुअल

विशेष विवरण
मेसिन सञ्चालन गर्नु अघि, जो कोहीले पनि यो विवरण ध्यानपूर्वक पढ्नुपर्छ र उपकरण र अपरेटरको सुरक्षा, साथै अरूको सुरक्षा सुनिश्चित गर्न यसलाई राम्रोसँग राख्नुहोस्।
2.1 यो मेशिन PE, PP र PVDF बाट बनेको पाइपहरू काट्न प्रयोग गरिन्छ र बिना वर्णन सामग्रीहरू काट्न प्रयोग गर्न सकिँदैन; अन्यथा मेसिन क्षतिग्रस्त हुन सक्छ वा दुर्घटना हुन सक्छ।
2.2 विस्फोटको सम्भावित खतरा भएको ठाउँमा मेसिन प्रयोग नगर्नुहोस्
2.3 मेसिन जिम्मेवार, योग्य र प्रशिक्षित कर्मचारीहरु द्वारा संचालित हुनुपर्छ।
2.4 मेसिन सुख्खा क्षेत्रमा सञ्चालन गर्नुपर्छ। पानी वा भिजेको जमिनमा प्रयोग गर्दा सुरक्षात्मक उपायहरू अपनाउनुपर्छ।
2.5 इनपुट पावर 380V ± 10%, 50 Hz भित्र छ। यदि विस्तारित इनपुट लाइन प्रयोग गरिन्छ भने, लाइनमा पर्याप्त लिड खण्ड हुनुपर्छ।
2.6 पहिलो पटक प्रयोग गर्नु अघि हाइड्रोलिक तेल (N46 ISO3448) ट्याङ्कीमा भर्नुहोस्। तेलको मात्रा ट्यांकको लगभग 2/3 हुनुपर्छ।
सुरक्षा
निम्न अंकहरू मेसिनमा टाँसिएका छन्।
| सावधान, खतरा! काम गर्दा वा यो चिन्ह भएको क्षेत्र नजिक हुँदा कृपया सावधान रहनुहोस्! |  |
| खतरा, बिजुलीको झटका ! यो चिन्ह भएका भागहरूमा बिजुली चुहावटको खतरा हुन सक्छ।यहाँ काम गर्दा सावधान रहनुहोस्। |  |
| सावधान, हातमा चोट |  |
३.२। सुरक्षाका लागि सावधानीहरू
मेसिन सञ्चालन गर्दा, निर्देशन र सुरक्षा नियमहरू सावधानीपूर्वक पालना गर्नुपर्छ।
3.2.1 अपरेटर प्रशिक्षित र दक्ष कर्मचारी हुनुपर्छ।
३.२.२ सुरक्षा र मेसिनको विश्वसनीयताका लागि प्रति वर्ष मेसिनको पूर्ण रूपमा निरीक्षण र मर्मत गर्नुहोस्।
३.२.३ पावर: बिजुली वितरण बक्समा सान्दर्भिक बिजुली सुरक्षा मानकको साथ ग्राउन्ड फल्ट इन्टरप्टर हुनुपर्छ।
अर्थिङ: सम्पूर्ण साइटले एउटै ग्राउन्ड तार साझा गर्नुपर्छ र ग्राउन्ड जडान प्रणाली पेशेवर व्यक्तिहरूद्वारा समाप्त र परीक्षण गरिनुपर्छ।
३.२.४ मेसिनको भण्डारण:
न्यूनतम खतराहरूको लागि सबै उपकरणहरू निम्नानुसार सञ्चालन गर्नुपर्छ:
※ इलेक्ट्रोफोरस भागहरू नछुनुहोस्
※ जडान विच्छेद गर्न केबल बन्द गर्न निषेध गर्नुहोस्
※ केबलहरूमा भारी वा धारिलो वस्तु नराख्नुहोस्, र सीमित तापक्रम (७० डिग्री सेल्सियस) भित्र केबलको तापक्रम नियन्त्रण गर्नुहोस्।
※ ओसिलो वातावरणमा काम नगर्नुहोस्। नाली र जुत्ता सुख्खा छ कि छैन जाँच गर्नुहोस्।
※ मेशिन छ्याक नगर्नुहोस्
३.२.५ समय समयमा मेसिनको इन्सुलेशन अवस्था जाँच गर्नुहोस्
※ केबलहरूको इन्सुलेशन जाँच गर्नुहोस् विशेष गरी बाहिर निकालिएको बिन्दुहरू
※ चरम अवस्थामा मेसिन सञ्चालन नगर्नुहोस्।
※ ग्राउन्ड फल्ट इंटरप्टरले कम्तिमा प्रति महिना राम्रोसँग काम गर्छ कि गर्दैन भनेर जाँच गर्नुहोस्।
※ योग्य कर्मचारीहरूद्वारा मेसिनको अर्थिङ जाँच गर्नुहोस्
3.2.6 ध्यानपूर्वक मेसिन सफा गर्नुहोस्
※ इन्सुलेशनलाई सजिलै बिगार्न सक्ने सामग्रीहरू प्रयोग नगर्नुहोस् (जस्तै ग्यास, घर्षण र अन्य विलायकहरू)
※ काम पूरा गर्दा पावर विच्छेद हुनुपर्छ।
माथि उल्लिखित सावधानी अपनाएमा मात्र राम्रो काम गर्न सकिन्छ।
३.२.७आपतकालीन रोक
कुनै पनि अप्रत्याशित स्थिति उत्पन्न हुन्छ, कृपया मेसिन रोक्नको लागि तुरुन्तै "इमर्जेन्सी स्टप" थिच्नुहोस्। समस्याहरू समाधान गरेपछि मेसिनलाई फेरि सुरु गर्नको लागि इमर्जेन्सी स्टप घडीको दिशामा घुमाउनुहोस्।
३.२.८ पार्ट्सको टाइटनेस:जाँच गर्नुहोस् कि पाइपहरू सही र कडा रूपमा फिक्स गरिएको छ। निश्चित गर्नुहोस् कि यो चोट अपरेटर तल स्लाइड गर्न सक्दैन
३.२.९ कर्मचारीकाम गर्दा सुरक्षा
गहना र औंठीहरू हटाउनुहोस्, र ढीलो-फिटिङ्ग लुगाहरू नलगाउनुहोस्, जुत्ताको फीता, लामो जुँगा वा लामो कपाल नलगाउनुहोस् जुन मेसिनमा हुक हुन सक्छ।
३.२.१०साइट सफा र सफा राख्नुहोस्y
भीड, फोहोर र चिसो साइट काम गर्न अनुकूल छैन, त्यसैले यो साइट सफा र सफा राख्न महत्त्वपूर्ण छ।
३.२.११ अप्रशिक्षित व्यक्तिलाई जुनसुकै बेला मेसिन चलाउन दिनु हुँदैन।
3.3 सम्भावित खतराहरू
3.3.1 ब्यान्ड देखा
यो मेसिन पेशेवर व्यक्ति वा प्रशिक्षित कर्मचारीहरू द्वारा मात्र सञ्चालन गरिन्छ, अन्यथा अनावश्यक दुर्घटना हुन सक्छ।
३.३.२ आरा ब्लेड
चलिरहेको आरा ब्लेडलाई कहिल्यै नछुनुहोस्, वा चोट लाग्न सक्छ
३.३.३ काट्ने
काट्नु अघि, ढुवानी गर्दा पाइपको बाहिरको बालुवा वा पाइपमा रहेको अन्य ड्राफ सफा गर्नुहोस्। यसले आरा ब्लेड वा अन्य दुर्घटनाहरूको अनावश्यक क्षतिबाट बच्न सक्छ
लागू दायरा र प्राविधिक प्यारामिटर
| टाइप गर्नुहोस् | TPWC - 315 |
| काट्ने लागि सामाग्री | PE, PP, PVDF |
| अधिकतम काट्ने क्षमता | ३१५ मिमी |
| काट्ने कोण | ०°~६७.५° |
| कोणको अशुद्धता | ≤1° |
| आरा ब्लेडको रेखा वेग | 230 मि/मिनेट |
| वातावरण तापमान | -5 ~ 45 ℃ |
| बिजुली आपूर्ति | 380 V±10 % |
| आवृत्ति | ५० हर्ट्ज |
| कुल वर्तमान | 5A |
| कुल शक्ति | ३.७ किलोवाट |
| मोटर चलाउने | २.२ किलोवाट |
| हाइड्रोलिक एकाइ मोटर | १.५ किलोवाट |
| इन्सुलेशन प्रतिरोध | >1MΩ |
| अधिकतम हाइड्रोलिक दबाव | ६ एमपीए |
| कुल वजन (किग्रा) | ११०० |
विवरणहरू
कुहिनो, टि र क्रस बनाउँदा सेट कोण अनुसार PE पाइपहरू काट्न ब्यान्ड आर प्रयोग गर्न सकिन्छ, ताकि मेसिनमा उच्च कार्य क्षमता र सामग्रीको उपयोग दरको विशेषताहरू छन्।
5.1 भागहरूको विवरण

| 1. चेतावनी यन्त्र | 2. तनाव चक्र | 3. कोण स्केल | 4. नियन्त्रण बक्स |
| 5. स्तर समायोजक | 6. 67.5° सीट | 7. उपकरण ठीक गर्नुहोस् | 8. आरा बक्स |
5.2 सञ्चालन प्यानल
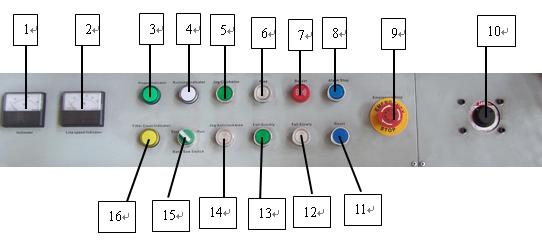
| १. भोल्टमिटर | 2. रेखा गति सूचक | 3. शक्ति सूचक | 4. चलिरहेको सूचक |
| ५. घडीको दिशामा हिंड्नुहोस् | 6. उठ्नुहोस् | 7. बजर | 8. अलार्म रोक्नुहोस् |
| 9. आपतकालीन रोक | 10. फीड गति समायोजक | 11. रिसेट गर्नुहोस् | 12. बिस्तारै झर्नुहोस् |
| 13. छिटो झर्नुहोस् | 14. घडीको विपरीत दिशामा हिंड्नुहोस् | 15. ब्यान्ड देखा स्विच | 16. तेल पम्प काम सूचक |
स्थापना
6.1 लिफ्टिङ र स्थापना
6.1.1 यदि फोर्कलिफ्ट स्थापना गर्दा प्रयोग गरिएको छ भने, तेलको नली वा सर्किटलाई नोक्सान नगर्नका लागि मेसिनको तलबाट फोर्कलाई ध्यानपूर्वक घुसाउनुहोस्।
६.१.२ मेसिन राख्दा, लेभल एडजस्टर समायोजन गरेर मेसिनलाई स्थिर र स्तर राख्नुपर्छ
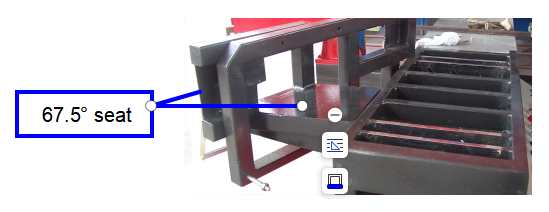
6.1.3 यो मानक मेसिनले 0 ~ 67.5° कोण काट्न सक्छ, यदि 45° भित्रको कोण आवश्यक छ भने, 67.5° सिट काम गर्नु अघि हटाउनु पर्छ।
सञ्चालन
7.1 सुरु गर्दै
7.1.1 मेसिनलाई पावर गर्नुहोस्, र पावर सूचक सक्रिय हुनुपर्छ (यदि सक्रिय छैन भने, जडान गलत छ)।
7.2 अपरेशन प्यानलको दायाँमा फिड स्पीड एडजस्टर घुमाएर माथि र तल सर्दै गरेको आर बक्सको परीक्षण।
7.3 आरा ब्लेडको चलिरहेको दिशा जाँच गर्न "जग घडीको दिशा" र "जोग घडीको दिशामा" बटन थिच्नुहोस्। यदि यो गलत दिशामा घुम्छ भने, बिजुली आपूर्तिसँग जोडिएको कुनै पनि दुई जीवित तारहरू बीचको जडान आदानप्रदान गर्नुहोस्।
7.4काट्ने कार्य
7.4.1 एङ्गल लकिङ स्क्रू खुकुलो पार्नुहोस्, आरा ब्लेड बक्सलाई हातले आवश्यक कोणमा (आवश्यक कोण अनुसार) धकेल्नुहोस्, र एङ्गल लकिङ स्क्रूलाई बाँध्नुहोस्।
७.४.२ आराको दाँत पाइपभन्दा माथि छ भनी सुनिश्चित गर्न आरा ब्लेड बक्सलाई उचाइमा (काट्नु पर्ने पाइपको व्यासद्वारा निर्धारण गरिएको) माथि उठाउनुहोस्।
7.4.3 कामको टेबुलमा काट्ने ट्युबिङ राख्नुहोस्, काट्ने स्थिति मिलाउनुहोस्, र यन्त्र लक गरेर नायलन बेल्टको साथ पाइप ठीक गर्नुहोस्।
7.4.4 आरा ब्लेड सुरु गर्नुहोस्, जब आरा ब्लेडले निर्दिष्ट गति प्राप्त गर्दछ (दौडने सूचक चम्कनेछ), आरा बक्स बिस्तारै खस्न फिड गति समायोजनकर्ता घुमाउनुहोस्। झर्ने गति पाइपको व्यास र मोटाई अनुसार विनियमित हुनुपर्छ।
7.4.5 जब काट्ने काम समाप्त हुन गइरहेको छ, आरा ब्लेड अवरुद्ध हुनबाट जोगिन कृपया पाइप काटेर समात्नुहोस्।
7.4.6 काट्ने क्रममा कुनै असामान्यता देखा परेमा आपतकालीन बटन थिच्नुहोस्। समस्याहरू समाधान गरेपछि मेसिनलाई फेरि सुरु गर्नको लागि इमर्जेन्सी स्टप घडीको दिशामा घुमाउनुहोस्।
7.4.7 आरा ब्लेड स्वतः बन्द हुनेछ जब यो तल्लो सीमित स्थिति पुग्छ
७.४। 8 काट्ने काम पूरा गर्दा काटिएको पाइप हटाउनुहोस् र काट्नुहोस्।
७.४। 9 यो मानक मेसिनले 0~67.5° कोण काट्न सक्छ, यदि 45° भित्रको कोण आवश्यक छ भने, पाइपहरूमा काम गर्नु अघि 67.5° सिट हटाउनु पर्छ, निम्नानुसार देखाइएको छ:
सावधानी:
1) कन्भर्टरको सुरक्षा गर्न पावर काटेको ३० मिनेटमा मेसिनलाई फेरि पावर गर्नुहोस्।
2) सुरक्षा सुनिश्चित गर्न सम्पूर्ण मेसिनलाई मिट्टीमा राखिएको हुनुपर्छ
३) विद्युतीय पार्टपुर्जाको जाँच र मर्मत सम्भार पेशागत व्यक्तिले गर्नुपर्छ
गल्ती र समाधान
कृपया पार्टपुर्जाहरू मर्मत वा प्रतिस्थापन गर्दा संलग्न उपकरणहरू, स्पेयर पार्ट्स वा सुरक्षा प्रमाणपत्रको साथ अन्य उपकरणहरू प्रयोग गर्नुहोस्। सुरक्षा प्रमाणपत्र बिना उपकरण र स्पेयर पार्ट्स प्रयोग गर्न निषेध गरिएको छ।
तालिका १ मेकानिकल विफलता
| वस्तु | विवरण | विश्लेषण | समाधानहरू |
| 1 | ब्यान्ड ब्लेड देखा जाम छ | 1. रोटरी सिटको कोण बलियो रूपमा लक गरिएको छैन। 2. ब्यान्ड आरा ब्लेड बलियो रूपमा तनाव छैन। 3. आरा ब्लेड धेरै बिस्तारै चल्छ वा आरा ब्लेड धेरै छिटो तल खस्छ | 1. कोण लक गर्ने यन्त्रलाई बाँध्नुहोस्। 2. ब्यान्ड देखा ब्लेड तनाव गर्न तनाव रोलर विनियमित। 3. झर्ने गतिलाई तल राख्नुहोस् र आरा ब्लेडको उच्च रेखा वेग समायोजन गर्नुहोस्। |
| 2 | ब्यान्ड ब्लेड देखा थोपा | 1. आरा ब्लेड होल्डरहरू राम्रोसँग समायोजन गरिएको छैन। 2. ब्यान्ड आरा ब्लेड तनाव छैन। ३. आरा ब्लेडको पाङ्ग्रा खुकुलो पारिएको छ। 4. ओभरफ्लो भल्भ को कोर अवरुद्ध छ | 1. ब्यान्ड स ब्लेडलाई इष्टतम स्थितिमा ठीक गर्न आरा ब्लेड होल्डर समायोजन गर्नुहोस्। 2. ब्यान्ड देखा ब्लेड तनाव गर्न तनाव रोलर समायोजन गर्नुहोस्। 3. आरा ब्लेडको पाङ्ग्रा बलियोसँग बाँध्नुहोस्। 4. ओभरफ्लो भल्भको कोर सफा गर्नुहोस् |
Table.2 हाइड्रोलिक प्रणाली त्रुटिहरू
| वस्तु | विवरण | कारणहरू | समाधानहरू |
| 1 | तेल पम्पको मोटरले काम गर्दैन | 1. सम्पर्ककर्ता बन्द छैन 2. आन्तरिक रेखाहरू विच्छेद गरिएका छन् 3. मोटर दोष छ। | 1. सम्पर्ककर्ता जाँच गर्नुहोस्; 2. जडान वा प्लग जाँच गर्नुहोस्। 3. मोटर निरीक्षण र मर्मत गर्नुहोस्। |
| 2 | प्रणालीमा कुनै दबाब छैन, र पम्पमा ठूलो आवाज | 1. तेल पम्प मोटर को घुमाउने दिशा सही छैन; 2. मोटर र तेल पम्प को युग्मन विच्छेद भएको छ 3. तेल अपर्याप्त वा धेरै फोहोर छ। | 1. यो घडीको विपरीत दिशामा घुमाउनुपर्छ; 2. युग्मक जाँच गर्नुहोस्; 3. तेल भर्नुहोस् वा परिवर्तन गर्नुहोस्; |
| 3 | मुख्य सिलिन्डरको लिफ्टिङ गति धेरै छिटो वा धेरै ढिलो छ | 1. प्रणाली दबाव धेरै उच्च वा कम छ; 2. थ्रोटल भल्भ अनुचित रूपमा समायोजित गरिएको छ; 3. नियन्त्रित गाल भल्भ अनुचित रूपमा समायोजित गरिएको छ। | 1. प्रणाली दबाव समायोजन; 2. थ्रोटल भल्भ समायोजन गर्नुहोस्; 3. एकल दिशा भल्भ समायोजन गर्नुहोस्। |
| 4 | दबाव उच्च मा समायोजित गर्न सकिदैन वा दबाव उतार-चढ़ाव धेरै ठूलो छ | 1. ओभरफ्लो भल्भ कोर अवरुद्ध छ 2. तेल फिल्टर अवरुद्ध छ। 3. ओभरफ्लो भल्भ कोर अवरुद्ध छ | 1. विच्छेद गर्नुहोस् र ओभरफ्लो भल्भ धुनुहोस् वा परिवर्तन गर्नुहोस् 2. तेल फिल्टर धुनुहोस्। 3. ओभरफ्लो भल्भ कोरलाई अलग गर्नुहोस् र सफा गर्नुहोस्। |
सर्किट र हाइड्रोलिक एकाइ रेखाचित्र
9.1 सर्किट एकाइ रेखाचित्र (परिशिष्ट को सन्दर्भ)
9.2 हाइड्रोलिक एकाइ रेखाचित्र (परिशिष्ट को सन्दर्भ)





