
PANDUAN PENGOPERASIAN BAND SAW TPWC315

Deskripsi Khusus
Sebelum mengoperasikan mesin, siapa pun harus membaca uraian ini dengan cermat dan menyimpannya dengan baik untuk menjamin keselamatan peralatan dan operator, serta keselamatan orang lain.
2.1 Mesin ini digunakan untuk memotong pipa berbahan PE, PP dan PVDF dan tidak dapat digunakan untuk memotong bahan tanpa deskripsi; jika tidak, mesin dapat rusak atau mengakibatkan kecelakaan.
2.2 Jangan gunakan mesin di tempat yang berpotensi menimbulkan bahaya ledakan
2.3Mesin harus dioperasikan oleh personel yang bertanggung jawab, berkualifikasi dan terlatih.
2.4Mesin harus dioperasikan di tempat yang kering. Tindakan perlindungan harus dilakukan saat digunakan saat hujan atau di tanah basah.
2.5 Daya masukan berada dalam 380V±10%, 50Hz. Jika jalur masukan yang diperluas digunakan, jalur tersebut harus memiliki bagian sadapan yang cukup.
2.6 Isi oli hidrolik (N46 ISO3448) ke dalam tangki sebelum digunakan pertama kali. Volume minyak harus sekitar 2/3 tangki.
Keamanan
Tanda-tanda berikut ditempelkan pada mesin.
| Perhatian, bahaya! Harap berhati-hati saat bekerja atau dekat dengan area dengan tanda ini! |  |
| Bahaya, sengatan listrik! Bagian yang memiliki tanda ini mungkin mempunyai bahaya kebocoran listrik. Berhati-hatilah saat bekerja di sini. |  |
| Hati-hati, melukai tangan |  |
3.2. Tindakan Pencegahan untuk Keamanan
Saat mengoperasikan mesin, instruksi dan peraturan keselamatan harus dipatuhi dengan hati-hati.
3.2.1 Operator harus merupakan personel yang terlatih dan terampil.
3.2.2 Periksa dan rawat mesin secara menyeluruh setiap tahun untuk keselamatan dan keandalan mesin.
3.2.3 Tenaga: kotak distribusi listrik harus mempunyai pemutus gangguan tanah dengan standar keselamatan listrik yang relevan.
Pembumian: Seluruh lokasi harus menggunakan kabel arde yang sama dan sistem sambungan arde harus diselesaikan dan diuji oleh orang-orang profesional.
3.2.4 Penyimpanan mesin:
Untuk bahaya minimum semua peralatan harus dioperasikan sebagai berikut:
※ Jangan menyentuh bagian elektrofor
※ Larang menarik kabel untuk memutuskan sambungan
※ Jangan menaruh benda berat atau tajam di atas kabel, dan kendalikan suhu kabel dalam batas suhu (70℃)
※ Jangan bekerja di lingkungan basah. Periksa apakah alur dan sepatu sudah kering.
※ Jangan memercikkan mesin
3.2.5 Periksa kondisi isolasi mesin secara berkala
※ Periksa isolasi kabel khususnya titik-titik yang diekstrusi
※ Jangan mengoperasikan mesin dalam kondisi ekstrim.
※ Periksa apakah pemutus gangguan tanah berfungsi dengan baik setidaknya sebulan sekali.
※ Periksa pembumian mesin oleh personel yang berkualifikasi
3.2.6 Bersihkan mesin dengan hati-hati
※Jangan menggunakan bahan yang mudah merusak isolasi (seperti gas, bahan abrasif, dan pelarut lainnya)
※Daya listrik harus diputus saat menyelesaikan pekerjaan.
Jika hanya mengikuti yang disebutkan di atas, tindakan pencegahan dapat bekerja dengan baik.
3.2.7BERHENTI DARURAT
Jika terjadi status yang tidak terduga, harap segera tekan “EMERGENCY STOP” untuk menghentikan mesin. Setelah menyelesaikan masalah, putar BERHENTI DARURAT searah jarum jam untuk menghidupkan mesin kembali.
3.2.8 Kekencangan bagian:Periksa apakah pipa sudah terpasang dengan benar dan kencang. Pastikan tidak tergelincir ke bawah hingga melukai operator
3.2.9 Personilkeselamatan saat bekerja
Lepaskan perhiasan dan cincin, dan jangan memakai pakaian longgar hindari memakai tali sepatu, kumis panjang atau rambut panjang yang mungkin tersangkut di mesin.
3.2.10Jaga agar situs tetap bersih dan rapiy
Lokasi yang ramai, kotor, dan lembap tidak baik untuk bekerja, oleh karena itu penting untuk menjaga lokasi tetap bersih dan rapi.
3.2.11 Orang yang tidak terlatih tidak boleh diizinkan mengoperasikan mesin kapan pun.
3.3 Potensi Bahaya
3.3.1 Gergaji pita
Mesin ini hanya dioperasikan oleh orang profesional atau personel terlatih, jika tidak, kecelakaan yang tidak diinginkan dapat terjadi.
3.3.2 Mata Gergaji
Jangan sekali-kali menyentuh mata gergaji yang sedang berjalan, karena dapat menyebabkan cedera
3.3.3 Pemotongan
Sebelum memotong, bersihkan pasir di luar pipa atau kotoran lain yang tersangkut di dalam pipa saat pengangkutan. Hal ini dapat menghindari kerusakan yang tidak diinginkan pada mata gergaji atau kecelakaan lainnya
Rentang Yang Berlaku Dan Parameter Teknis
| Jenis | TPWC-315 |
| Bahan untuk memotong | PE,PP, PVDF |
| Maks. Kapasitas pemotongan | 315mm |
| Sudut pemotongan | 0°~67,5° |
| Ketidakakuratan sudut | ≤1° |
| Kecepatan garis mata gergaji | 230 m/mnt |
| Suhu lingkungan | -5~45℃ |
| Catu daya | ~380 V±10 % |
| Frekuensi | 50Hz |
| Jumlah arus | 5A |
| Kekuatan total | 3,7 KW |
| Mengemudi Motor | 2,2 KW |
| Motor unit hidrolik | 1,5 KW |
| Resistensi isolasi | >1MΩ |
| Maks. tekanan hidrolik | 6 MPa |
| Berat total (kg) | 1100 |
Deskripsi
Gergaji pita dapat digunakan untuk memotong pipa PE sesuai sudut yang ditentukan saat membuat siku, tee, dan silang, sehingga mesin tersebut memiliki ciri efisiensi kerja dan tingkat pemanfaatan material yang tinggi.
5.1 Deskripsi bagian-bagiannya

| 1. perangkat peringatan | 2. roda ketegangan | 3. skala sudut | 4. kotak kontrol |
| 5. pengatur tingkat | 6. Tempat duduk 67,5° | 7. memperbaiki perangkat | 8. kotak gergaji |
5.2 Panel operasi
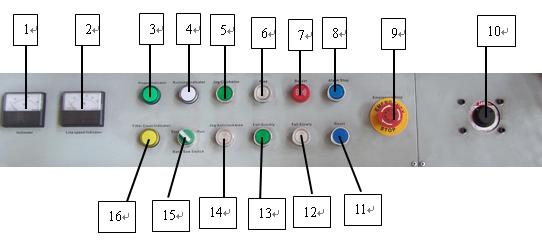
| 1. Voltmeter | 2. Indikator Kecepatan Jalur | 3. indikator daya | 4. Indikator berjalan |
| 5. Joging searah jarum jam | 6. Bangkit | 7. Bel | 8. Alarm berhenti |
| 9. Berhenti darurat | 10. Pengatur kecepatan umpan | 11. Setel ulang | 12. Jatuh perlahan |
| 13. Jatuh dengan cepat | 14. joging berlawanan arah jarum jam | 15. Sakelar gergaji pita | 16. indikator kerja pompa oli |
Instalasi
6.1 Pengangkatan dan pemasangan
6.1.1 Jika forklift digunakan saat pemasangan, masukkan garpu dengan hati-hati dari bagian bawah mesin untuk menghindari kerusakan pada selang oli atau sirkuit.
6.1.2 Saat menempatkan mesin, mesin harus dijaga tetap stabil dan rata dengan menyetel pengatur ketinggian
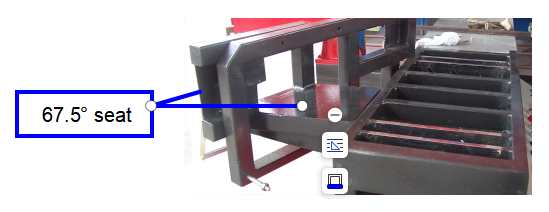
6.1.3 Mesin standar ini dapat memotong sudut 0~67,5°, jika diperlukan sudut dalam 45°, dudukan 67,5° harus dilepas sebelum bekerja
Operasi
7.1 Memulai
7.1.1 Nyalakan mesin, dan indikator daya harus menyala (jika tidak menyala, sambungan salah).
7.2 Pengujian kotak gergaji bergerak naik turun dengan memutar pengatur kecepatan umpan di sebelah kanan panel operasi.
7.3 Tekan tombol “jog searah jarum jam” dan “jog berlawanan arah jarum jam” untuk memeriksa arah gerak mata gergaji. Jika berputar ke arah yang salah, tukar sambungan antara dua kabel aktif yang terhubung ke catu daya.
7.4Operasi pemotongan
7.4.1 Longgarkan sekrup pengunci sudut, dorong kotak mata gergaji dengan tangan hingga sudut yang diperlukan (sesuai sudut yang diperlukan), dan kencangkan sekrup pengunci sudut.
7.4.2 Naikkan kotak mata gergaji ke ketinggian (ditentukan oleh diameter pipa yang akan dipotong) untuk memastikan gigi gergaji berada di atas pipa.
7.4.3 Letakkan pipa pemotong di atas meja kerja, sesuaikan posisi pemotongan, dan kencangkan pipa dengan sabuk nilon dengan alat pengunci.
7.4.4 Hidupkan mata gergaji, ketika mata gergaji mencapai kecepatan yang ditentukan (Indikator berjalan akan menyala), putar pengatur kecepatan umpan untuk menjatuhkan kotak gergaji secara perlahan. Kecepatan jatuh harus diatur sesuai dengan diameter dan ketebalan pipa.
7.4.5 Saat pemotongan akan selesai, harap pegang pipa yang dipotong agar tidak menghalangi mata gergaji.
7.4.6 Tekan tombol darurat jika terjadi kelainan selama pemotongan. Setelah menyelesaikan masalah, putar BERHENTI DARURAT searah jarum jam untuk menghidupkan mesin kembali..
7.4.7 Mata gergaji akan berhenti secara otomatis ketika mencapai posisi batas bawah
7.4. 8 Saat menyelesaikan pemotongan Lepaskan pipa yang dipotong dan potong kembali.
7.4. 9 Mesin standar ini dapat memotong sudut 0~67,5°, jika diperlukan sudut dalam 45°, dudukan 67,5° harus dilepas sebelum mengerjakan pipa, seperti berikut:
Peringatan:
1) Nyalakan kembali mesin dalam 30 menit setelah listrik padam untuk melindungi konverter.
2) Seluruh mesin harus dibumikan untuk memastikan keamanan
3) Pengecekan dan pemeliharaan komponen kelistrikan harus dilakukan oleh tenaga profesional
Kesalahan Dan Solusi
Harap gunakan perkakas yang terpasang, suku cadang atau perkakas lain yang memiliki sertifikat keselamatan saat merawat atau mengganti suku cadang. Peralatan dan suku cadang tanpa sertifikat keselamatan dilarang digunakan.
Tabel.1 Kegagalan mekanis
| Barang | Keterangan | Analisa | Solusi |
| 1 | Mata gergaji pita macet | 1. Sudut dudukan putar tidak terkunci rapat. 2. Mata gergaji pita tidak dikencangkan dengan kencang. 3. Mata gergaji bekerja terlalu lambat atau mata gergaji terjatuh terlalu cepat | 1. Kencangkan perangkat pengunci sudut. 2. Atur roller penegang untuk mengencangkan mata gergaji pita. 3. Turunkan kecepatan jatuh dan sesuaikan tinggi kecepatan garis mata gergaji. |
| 2 | Mata gergaji pita tetes | 1. Penahan mata gergaji belum disetel dengan baik. 2. Mata gergaji pita tidak dikencangkan. 3. Roda mata gergaji kendor. 4. Inti katup pelimpah tersumbat | 1. Sesuaikan penahan mata gergaji untuk memasang mata gergaji pita pada posisi optimal. 2. Sesuaikan roller penegang untuk mengencangkan mata gergaji pita. 3. Kencangkan roda mata gergaji dengan erat. 4. bersihkan inti katup pelimpah |
Tabel.2 Kesalahan sistem hidrolik
| Barang | Keterangan | Penyebab | Solusi |
| 1 | Motor pompa oli tidak berfungsi | 1. Kontaktor tidak tertutup 2. Jalur internal terputus 3. Motornya bermasalah. | 1. Periksa kontaktor; 2. Periksa sambungan atau konektornya. 3. Periksa dan perbaiki motor. |
| 2 | Tidak ada tekanan dalam sistem, dan suara keras di pompa | 1. Arah putaran motor pompa oli tidak benar; 2. Coupler motor dan pompa oli terputus 3. Oli tidak mencukupi atau terlalu kotor. | 1. Itu harus berputar berlawanan arah jarum jam; 2. Periksa alat penggandeng; 3. Isi atau ganti oli; |
| 3 | Kecepatan pengangkatan silinder utama terlalu cepat atau terlalu lambat | 1. Tekanan sistem terlalu tinggi atau rendah; 2. Katup throttle tidak disetel dengan benar; 3. Katup pipi yang dapat dikontrol tidak disetel dengan benar. | 1. Sesuaikan tekanan sistem; 2. Sesuaikan katup throttle; 3. Sesuaikan katup satu arah. |
| 4 | Tekanan tidak dapat diatur ke lebih tinggi atau fluktuasi tekanan terlalu besar | 1. Inti katup luapan tersumbat 2. Filter oli tersumbat. 3. Inti katup luapan tersumbat | 1. Cabut & cuci atau ganti katup pelimpah 2. Cuci filter oli. 3. Bongkar dan bersihkan inti katup luapan. |
Diagram Unit Sirkuit & Hidraulik
9.1 Diagram satuan rangkaian (Referensi lampiran)
9.2 Diagram unit hidrolik (Referensi lampiran)





